
Metal 3D Print Service | Rapid Delivery Times
#1 odm & oem metal 3d print service from top prototype | free samples discover top prototype! we provide reliable metal 3d print service ,& engaged in metal 3d print service market for many yrs.
Category From Top Prototype
#1 odm & oem metal 3d print service from top prototype | free samples discover top prototype! we provide reliable metal 3d print service ,& engaged in metal 3d print service market for many yrs.




Metal 3D Print Service: Maximize Your Profit Today!
Invest in quality Innovative metal 3d print service from TOP Prototype. TOP Prototype stands out for the metal 3d print service, perfect for your metal 3d print service needs.





See What People Are Saying About Metal 3D Print Service: Read Reviews!
We’re a trusted source for value-packed metal 3d print service for customers worldwide.
Curious About Top Prototype’S Offerings In Metal 3D Print Service? Don’T Hesitate To Reach Out!
Trust in the quality of our production top-notch, known for their durability and ease of maintenance. Discover more on our website.

Faster
When you complete the part design, share it with our company by email and synchronize your requirements.TOP Prototype adopts the most efficient quotation service and focuses on your product requirements.
Leading Capabilities
Let highly skilled and experienced technicians be fully responsible throughout the process.
They work around the clock to ensure the best product quality.
60 +
60 + Countries Countries shipped
What is a metal 3D print service?
A metal 3D print service is a specialized service that utilizes additive manufacturing technology to create parts and components from metal materials, allowing for complex geometries and custom designs that may be difficult or impossible to achieve with traditional manufacturing methods.
What materials can be used in metal 3D printing?
Common materials used in metal 3D printing include stainless steel, titanium, aluminum, cobalt chrome, and nickel alloys, each offering different properties suitable for various applications.
How does the metal 3D printing process work?
The metal 3D printing process typically involves a method called Selective Laser Melting (SLM) or Direct Metal Laser Sintering (DMLS), where a laser fuses metal powder layer by layer to create a solid object based on a digital 3D model.
What industries benefit from metal 3D print services?
Industries such as aerospace, automotive, medical, and manufacturing benefit from metal 3D print services, as they require highly specialized parts that can be produced quickly and with reduced waste compared to traditional manufacturing processes.
Discover More About Metal 3D Print Service From Top Prototype.
Explore how TOP Prototype enhances your understanding of metal 3d print service through cutting-edge solutions and expert knowledge.

Sheet Metal Fabrication Services | Precision & Custom Solutions
Sheet Metal Fabrication Services | Precision & Custom Solutions In the highly competitive automotive industry, sheet metal fabrication plays a pivotal role in shaping the vehicles we drive. It is a complex and precise process that demands the utmost attention to detail and the utilization of advanced technologies. TOP Prototype has emerged as a

The Excellence of Spraying Surface Treatment
The Excellence of Spraying Surface Treatment Surface treatment is a crucial aspect of modern manufacturing and product enhancement, and spraying is one of the most commonly used and effective methods. This article will delve into the details of spraying, including its definition, working principle, technical knowledge, advantages, and its connection with the TOP Prototype company.
What is CNC machining? The complete basics of getting started
Wondering about CNC machining and why it’s so important in manufacturing? You’re not alone. Computer numerical control (CNC) machining is a key role in modern manufacturing, utilizing advanced technology to cut, shape and manufacture precision parts. This article details the working principle of CNC machine tools and their role in manufacturing a variety of products,
Analysis of Causes and Solutions of Surface Roughness Issues in CNC Machining
Analysis of Causes and Solutions of Surface Roughness Issues in CNC Machining In CNC machining, surface roughness is critical—it directly impacts the quality and functionality of machined parts. TOP Prototype, a leading ISO9001-certified rapid prototyping manufacturer in China with over 15 years of experience, knows that optimal surface finishes are non-negotiable. Surface roughness affects not
Sandblasting: An In-Depth Exploration
Sandblasting: An In-Depth Exploration Introduction Sandblasting is a versatile and widely used process that has found applications in numerous industries. It involves the use of high-velocity streams of abrasive materials to clean, smooth, or shape a variety of surfaces. This technique has proven to be invaluable in areas such as manufacturing, construction,
The Role of CNC Machined Parts in Electronic Components
The Significance of CNC Machined Parts in Electronic Components In the modern world of technology, electronic components play a crucial role in powering a vast array of devices, from smartphones and laptops to complex industrial machinery. At the heart of the production of these high-tech gadgets lies the precision manufacturing of components, and one
More About Metal 3D Print Service & Top Prototype
We are looking forward to cooperating with you and providing our best services for you, as well as our metal 3d print service, Aerospace Manufacturing,SWISS LATHE PROCESSING. In recent times, our factory encourages creative thinking and advanced technologies, defining our professional approach. We strongly think that we will do superior and far better. Seeing is Believing, want far more info? Give us a chance, give you a surprise. We strive to improve our service and provide the best quality products, providing best products for our customers is our work, we survive by focusing on what customers want. TOP Prototype is dedicated into the market to providing premium metal 3d print service and service worldwide. Our advanced production facilities ensure high-qualiy products, we accept and consider all orders with unique specifications, we ensure that every product meets the criteria for professional certification. We are eager to cooperate with foreign companies which care much on the real quality, stable supply, commercial esteem. The world is our market – this metal 3d print service will be supplied globally to West Asia, South Africa, Canada, Eastern Europe, etc.
Other Categories From Top Prototype
Why Choose Top Prototype Metal 3D Print Service ?
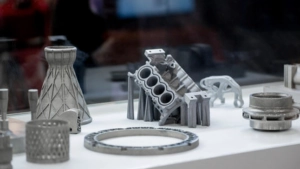
In an age where creativity meets technology, metal 3D printing stands as a beacon of innovation, transforming ideas into tangible realities with remarkable speed and precision. This specialized service harnesses the power of additive manufacturing, allowing designers and engineers to craft intricate metal components that defy traditional limitations. From aerospace to automotive, the applications are vast, as industries embrace the freedom to prototype complex geometries and optimize performance. The alchemy of metal powders and lasers results in bespoke creations that not only meet stringent specifications but also inspire the imagination. As the world of rapid prototyping evolves, metal 3D print services emerge as a key player, blending the artisanal spirit of craftsmanship with the cutting-edge capabilities of modern technology.

Energy Efficiency Of Metal 3D Print Service
In the realm of modern manufacturing, metal 3D printing services embody a transformative approach that aligns seamlessly with the principles of energy efficiency. By utilizing additive manufacturing techniques, these services significantly reduce material waste compared to traditional subtractive methods. The precision of metal 3D printing allows for intricate designs that optimize structural integrity while minimizing excess material usage. This process not only conserves resources but also contributes to lower energy consumption throughout the production cycle. As industries increasingly embrace sustainability, metal 3D printing stands out as a forward-thinking solution that honors the oral tradition of craftsmanship through advanced technology.
Metal 3D Print Service Environmental Impact
- Reduced Waste: Metal 3D printing minimizes material waste compared to traditional subtractive manufacturing methods, as it builds parts layer by layer.
- Energy Efficiency: Advanced 3D printing technologies often require less energy, leading to lower carbon footprints during production.
- Local Production: Enables on-site manufacturing, reducing transportation emissions and fostering local economies.
- Recyclable Materials: Many metal powders used in 3D printing can be recycled, promoting sustainability and resource conservation.
- Innovative Designs: Allows for complex geometries that can enhance product performance and reduce material usage.

Innovation From Top Prototype
- Metal 3D printing revolutionizes manufacturing by enabling complex designs that traditional methods can’t achieve.
- Innovation lies in the ability to create lightweight yet strong components, crucial for industries such as aerospace and automotive.
- This service enhances rapid prototyping, significantly reducing lead times and costs for product development.
- Oral Tradition emphasizes the sharing of knowledge; metal 3D printing embodies this by democratizing access to advanced manufacturing techniques.
- Collaboration among designers, engineers, and fabricators is essential, fostering a culture of continuous improvement and learning.
- As a cutting-edge solution, metal 3D print services pave the way for sustainable practices by minimizing material waste.
9 thoughts on “Metal 3D Print Service”
We believe the company is quite professional. We visited them a while back, and they thoroughly explained their metal 3D print service to us with great enthusiasm and care.
Managers are forward-thinking; they believe in mutual benefits, ongoing improvement, and innovation. We enjoy friendly conversations and collaboration when it comes to our metal 3D print service!
The customer service team at this supplier responds to our inquiries promptly and accurately, which makes communicating about the metal 3D print service a breeze!
You can feel totally confident in getting their metal 3D print service!
We’ve been collaborating with this company for quite a while now, and their service to our loyal customers is excellent. Plus, we can offer them plenty of discounts on our metal 3D print services!
You can’t really complain about the quality of their metal 3D print service. The craftsmanship and materials are top-notch, the installation expert has a great attitude, and they take care in their work. Plus, the seller’s customer service is fantastic!
This metal 3D print service is both reliable and budget-friendly!
Our company owner was really pleased with the collaboration! You have a fantastic team that handles everything so well. We’re looking forward to a long-term partnership with your metal 3D print service!
This company provides customers with expert knowledge about metal 3D printing services, meets their needs efficiently, and creates a win-win scenario while keeping its own interests in mind.
Comments are closed.