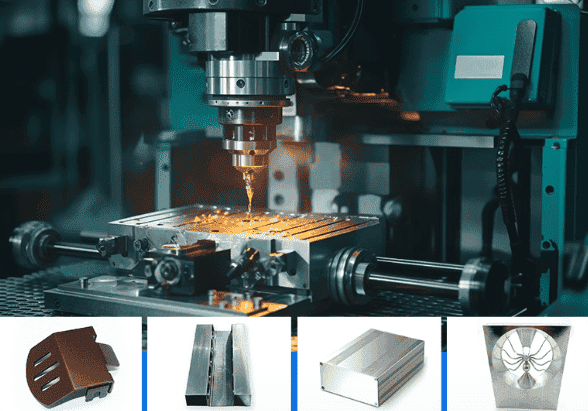






























Die – Casting Process: Innovation and Excellence Led by TOP Prototype
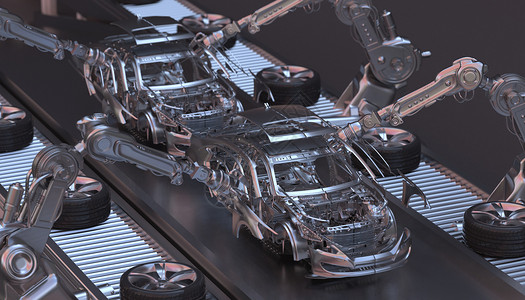
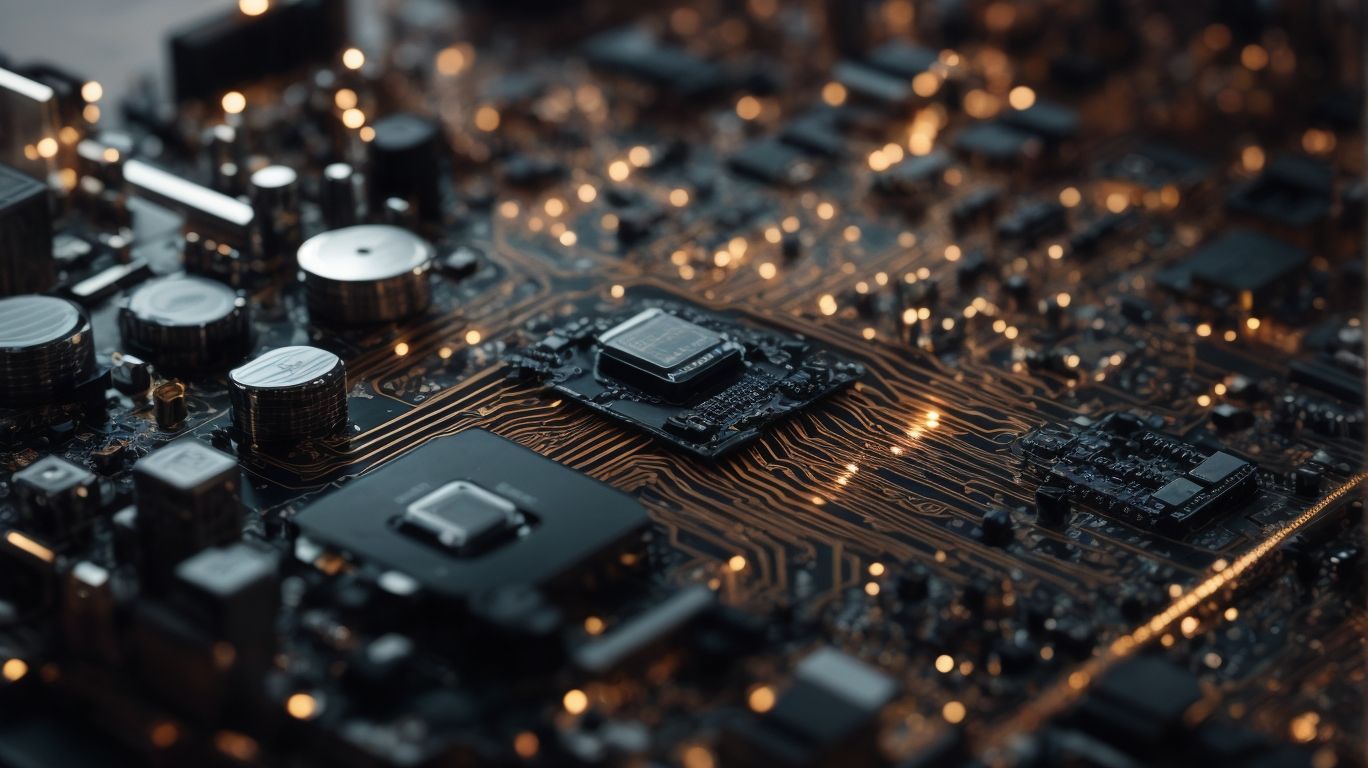
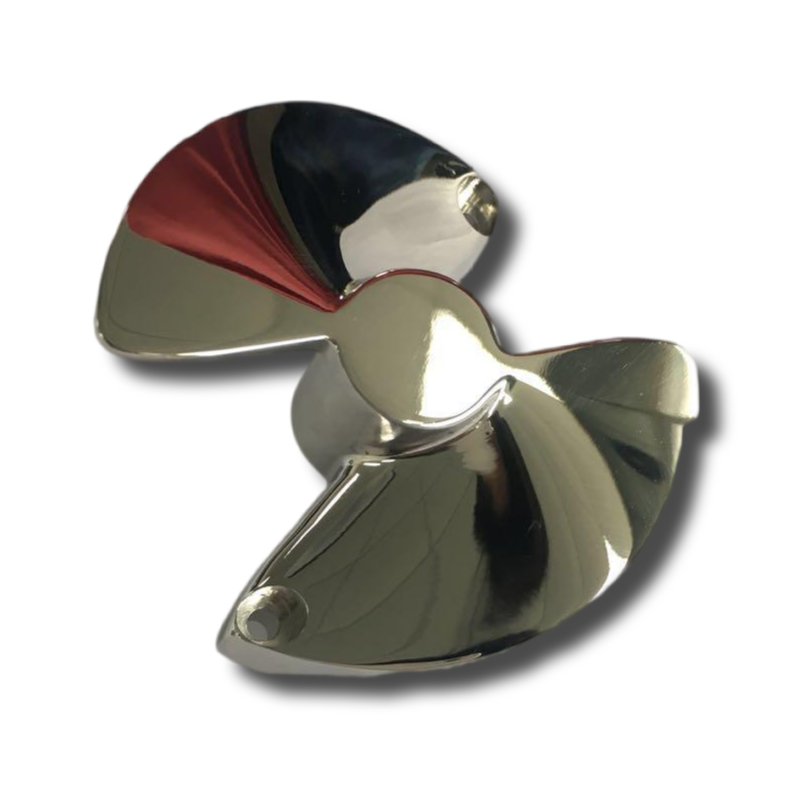
Die – Casting Process: Innovation and Excellence Led by TOP Prototype 1. Introduction to Die – Casting Process Die – casting is a highly efficient manufacturing technology that has been widely adopted across multiple industrial sectors, ranging from automotive and aerospace to electronics and medical equipment. Its primary function is to