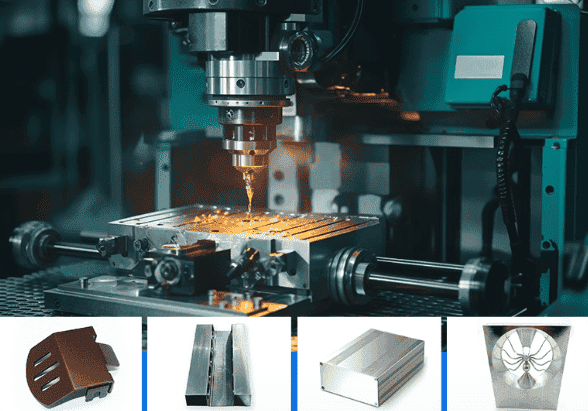
Innovations and Trends in CNC Machining

Since the advent of CNC (Computer Numerical Control) machining technology, the field has undergone remarkable transformations, with continuous development of new technologies to meet manufacturing demands. As we further enter the digital age, several key innovations and trends are shaping the future of CNC machining. This article explores these advancements and uses practical examples to illustrate their impact on the entire machining industry.
1.Advanced CNC Software and Simulation Tools

An important trend in CNC machining is the development of advanced software and simulation tools. Modern CNC software not only provides basic programming functions but also includes features such as real-time monitoring, predictive maintenance, and model simulation.
Application Example:
Due to the high cost of producing aerospace parts, simulation before actual machining is crucial. This technology enables manufacturers to minimize error rates and material waste while ensuring all parts meet strict aerospace standards.
2. High-Speed Machining (HSM)
High-Speed Machining (HSM) is another rapidly advancing innovation in CNC machining. HSM offers faster cutting and feed rates, significantly reducing production time and improving surface finish.
Application Example:
HSM technology can achieve higher spindle speeds and use advanced tools to produce engine parts. During the machining process, this technology can increase production speed while maintaining precise tolerances, thereby reducing unit costs.
3. Multi-Axis Machining
Multi-axis machining, including the common 3-axis, 4-axis, and 5-axis machine tools, can reduce the number of setup changes and tool replacements while producing highly complex parts. This capability is particularly beneficial for industries such as aerospace, medical, and mold manufacturing.
Application Example:
5-axis CNC machining centers can process parts with complex curves and arcs, such as ski goggles and VR headsets. Manufacturers can shorten production time while producing high-precision and high-quality parts, ensuring the goggles meet strict performance and safety standards.
4. Additive and Hybrid Additive Manufacturing
The integration of additive manufacturing (3D printing) with traditional CNC machining has given rise to hybrid additive manufacturing. This method combines the advantages of both, enabling the creation of complex parts using additive technology followed by precision finishing through subtractive machining.
Application Example:
CNC machining can use hybrid machine tools to 3D print a complex mold, which is then finished with precision CNC milling. Compared to traditional methods, this can significantly shorten lead times and reduce costs.
5. New Cutting Tools and Materials
Advancements in tools and materials are also driving innovations in CNC machining. New types of cutting tools, such as diamond-coated and ceramic tools, make processing difficult-to-machine materials more efficient.

Application Example:
CNC machining can utilize diamond-coated tools to process heat sinks made of aluminum and copper alloys. This technology can achieve longer tool life and better surface finish, enhancing the performance and reliability of the heat sinks.
6. Automation and Robotics
The application of automation and robotics in the field of CNC machining is becoming increasingly widespread. Automatic tool change systems, pallet systems, and robotic arms can perform repetitive actions automatically, improving production efficiency and reducing labor costs.
Application Example:
Robotic arms can load and unload parts from CNC machine tools, increasing production volume and reducing labor requirements and the risk of injuries.
7. Sustainability and Environmentally Friendly Materials
Sustainability and environmental protection have become important considerations in the manufacturing industry. In recent years, many processing plants have adopted dry machining, minimum quantity lubrication (MQL), and the use of biodegradable coolants to reduce environmental impact.
Application Example:
CNC machining can assist in the application of MQL technology, which only requires a small amount of lubricant to deliver to the cutting area. This technology can reduce coolant waste and disposal costs while maintaining the high quality of machined parts.
8. Customization and Mass Customization
CNC machining can meet the demand for customization and product personalization. Advancements in CNC technology enable efficient production of small-batch and one-off parts without compromising quality or increasing costs.
Application Example:
CNC machining can produce custom phone cases and components according to individual customer specifications. It allows flexible and rapid switching between different designs and materials, achieving high-precision manufacturing to meet each customer’s unique needs, and processing personalized phone cases efficiently and cost-effectively.
9. Quality Control and Inspection
Quality control and inspection technologies are advancing alongside CNC machining. Advanced measurement tools and real-time inspection systems can ensure parts meet precise product specifications throughout the manufacturing process.
Application Example:
CNC real-time inspection systems can monitor the dimensions and tolerances of workpieces in real time. It detects any machining errors immediately, reducing the risk of non-conforming parts entering the final assembly.
Innovations and trends in CNC machining are advancing the industry, enhancing efficiency and precision to meet the evolving demands of modern manufacturing. By leveraging these trends, TOP Prototype is committed to delivering optimal solutions that help customers maintain a competitive edge in the dynamic manufacturing landscape. We hope this article has deepened your understanding of aluminum CNC machining, including its properties, applications, and latest industry developments. For further discussions or support, please do not hesitate to contact us—our TOP Prototype team will provide professional assistance promptly.