
Precision at the Core: CNC Machining for Automotive Engine Blocks by TOP Prototype
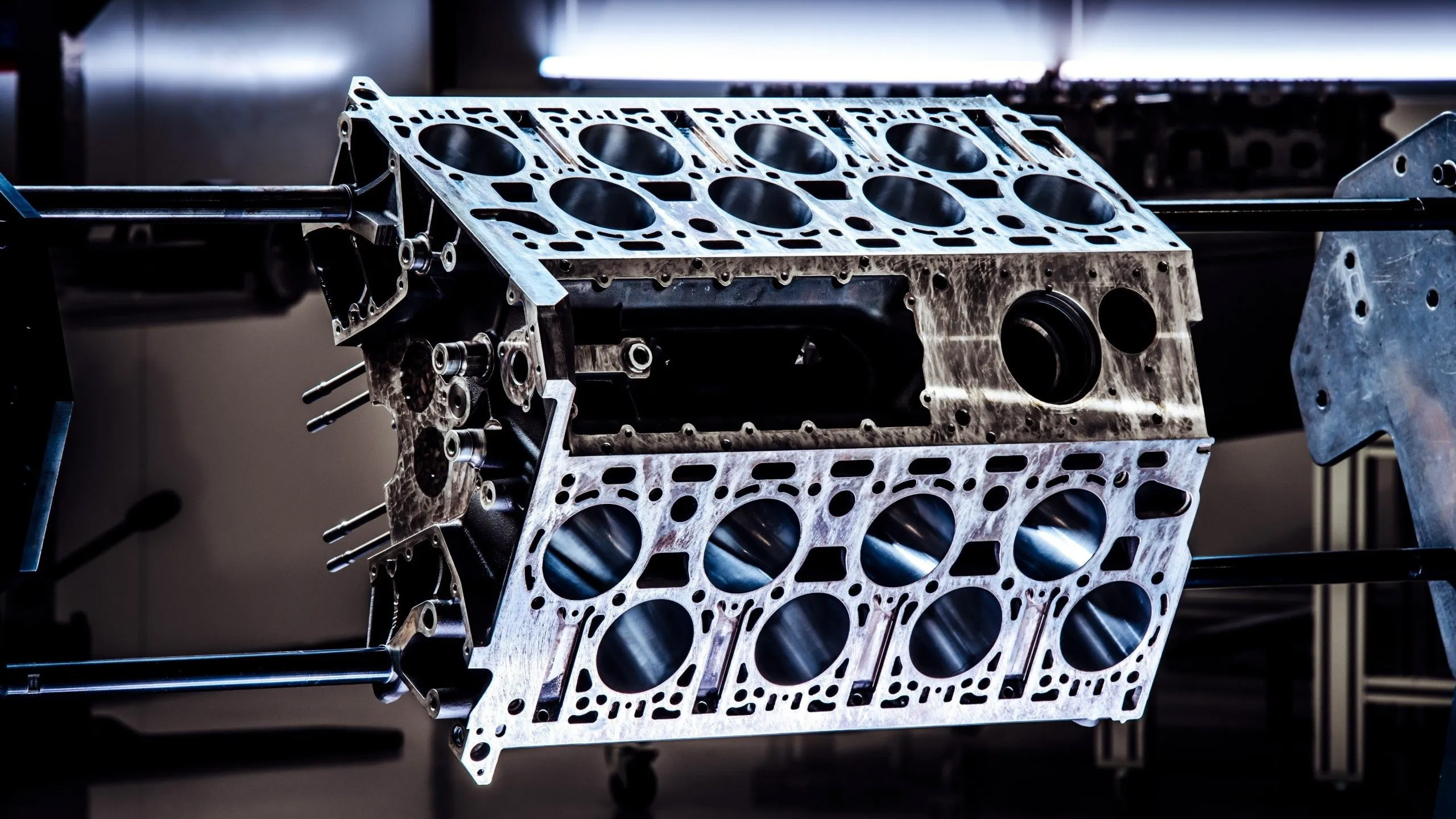
The engine block is the backbone of every automotive powertrain. It houses critical components, such as cylinders, crankshafts, and pistons. It bears extreme temperatures, pressure, and mechanical stress. Its precision directly determines engine efficiency, durability, and performance. Modern automotive manufacturing relies on CNC (Computer Numerical Control) machining. This technology is irreplaceable for engine block production. TOP Prototype is a global leader in precision machining. It uses advanced CNC solutions to redefine engine block manufacturing standards. It combines accuracy, efficiency, and innovation for automotive clients worldwide.
Why CNC Machining Is Critical for Engine Block Production
Automotive engine blocks have complex structures. These include cylinder bores, water jackets, oil passages, and bolt holes. They require ultra-strict tolerances. A 0.01mm deviation can cause oil leaks. It may also reduce combustion efficiency or lead to premature engine failure. CNC machining solves these challenges with unmatched advantages. Tangible industry data supports these benefits:
·It eliminates human error. It reduces defect rates to less than 0.03%. This is a 90% improvement over traditional manual machining.
·Multi-axis CNC centers cut production cycles by 35% on average. Smart manufacturing benchmarks verify this figure.
·It ensures consistent precision across batches. Key features like cylinder bores have dimensional repeatability within ±0.005mm.

TOP Prototype’s CNC Engine Block Machining: Technology & Data-Driven Excellence

TOP Prototype has refined its CNC engine block machining capabilities. It draws on decades of engineering practice and technological investment. The company integrates state-of-the-art equipment, premium material expertise, and rigorous quality control. It delivers components that meet the most demanding automotive standards. Its solutions cover the entire production process, from raw material selection to final inspection.
1. Material Mastery for High-Performance Engine Blocks
Engine block materials must balance strength, lightness, and heat resistance. TOP Prototype specializes in processing various high-grade materials. It has proven results in material optimization:
– High-strength ductile iron (QT900-2): TOP Prototype’s precision machining reduces component weight by up to 30%. It also boosts yield strength by 114% compared to conventional RUT400 vermicular iron.
– Aluminum alloys: The company’s CNC processes raise material utilization rate to 92%. This minimizes waste for lightweight hybrid vehicle engine blocks.
– Nickel-plated ceramic composites: For high-performance engines, TOP Prototype applies CNC-finished plating. This improves wear resistance by 40%.
2. Advanced CNC Processes with Quantifiable Precision
TOP Prototype’s core competitiveness lies in its 5-axis and 6-axis CNC machining centers. They pair with intelligent process control. Concrete data supports its key technological advantages:
– 5-axis simultaneous machining: It completes cylinder bore, water jacket, and oil passage processing in one setup. It cuts setup time by 60%. It ensures bolt hole positional accuracy within ±0.015mm.
– Adaptive machining systems: Real-time data monitoring adjusts cutting parameters dynamically. It reduces tool wear by 25%. It extends tool lifespan by 30%.
– High-speed CNC milling: Spindle speeds reach up to 20,000 rpm. It achieves a surface roughness (Ra) of 0.8μm for cylinder bores. This optimizes piston movement efficiency.
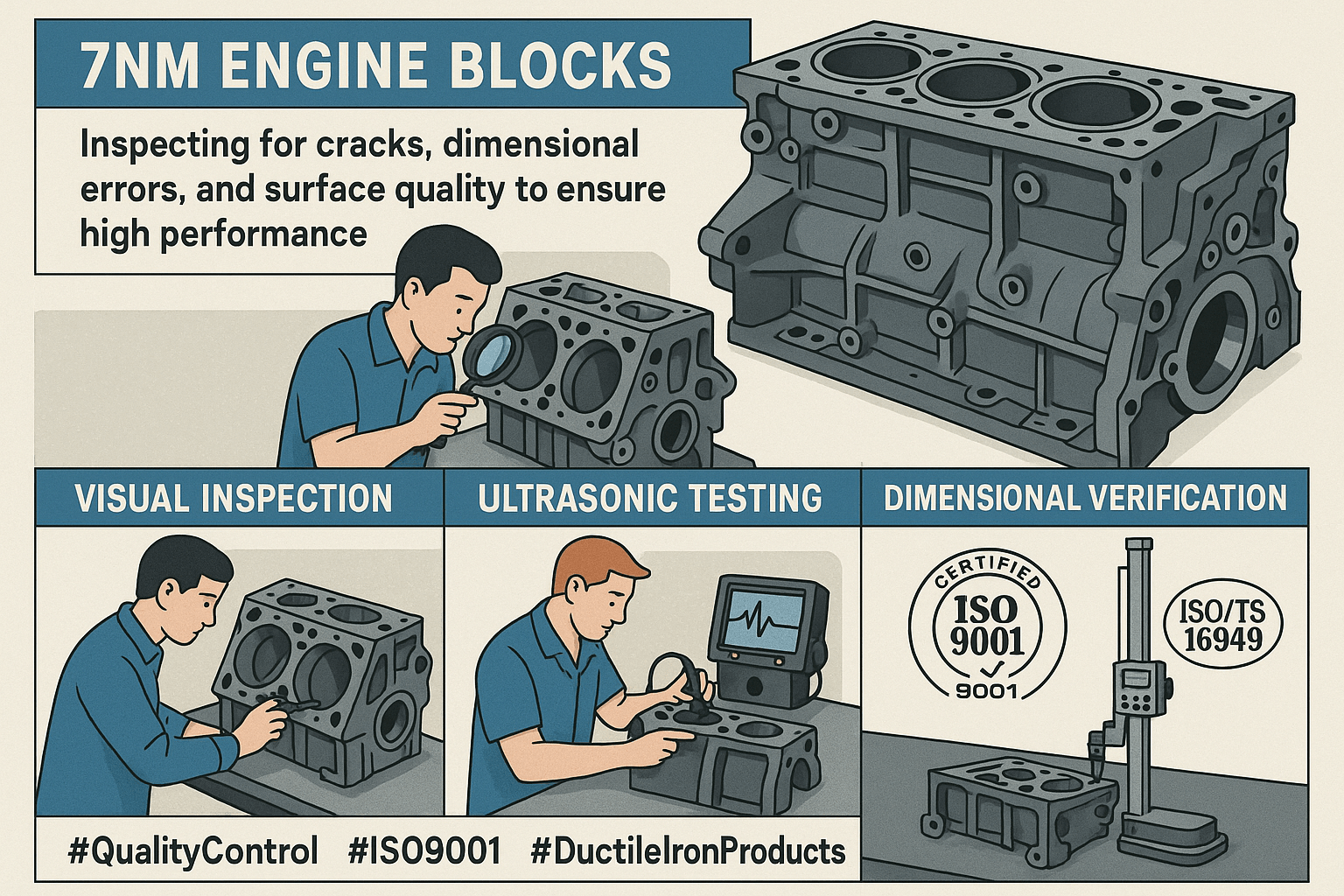
3.Strict Quality Control: Zero-Defect Commitment

TOP Prototype implements a three-stage quality control system.
Advanced testing equipment ensures 100% traceability for every engine block:
·Raw material inspection: Tensile strength and microstructure testing eliminate substandard materials. Material qualification has a 100% pass rate.
·In-process monitoring: Laser profilometers and coordinate measuring machines (CMMs) conduct 120+ dimensional checks per component. They detect deviations in 0.5 seconds.
·Final verification: X-ray inspection identifies internal defects like shrinkage holes. It ensures a zero-defect delivery rate for mass production batches.
TOP Prototype: Adapting to the Future of Automotive Engineering
Electrification and hybridization are reshaping the industry. Engine block designs demand greater precision and versatility. TOP Prototype has adapted proactively. It delivers measurable results for clients:
The company’s flexible production lines handle low-volume prototypes and high-volume production. The minimum batch size for prototypes is 5 units. Annual production capacity reaches 100,000 units. For hybrid engine blocks, TOP Prototype’s CNC solutions shorten R&D cycles by 30%. They also reduce per-unit manufacturing costs by 12.6%. Its global service network supports clients in Europe, Southeast Asia, and North America. On-time delivery rates exceed 98%.
TOP Prototype adopts a customer-centric approach. It also offers customized design optimization. Its engineers use CAD simulation to refine engine block structures. This improves heat dissipation efficiency by 18%. It reduces fuel consumption for end-users.
The engine block is the heart of automotive performance. CNC machining enables its precision. TOP Prototype stands out in the industry with data-driven excellence. It excels in material optimization, advanced machining, and strict quality control. Its ability to deliver lightweight, high-strength engine blocks with consistent precision is unmatched. This makes it a trusted partner for leading automakers and startups alike.
Automotive manufacturers aim to enhance engine performance, reduce costs, and accelerate time-to-market. For them, TOP Prototype offers end-to-end CNC machining solutions. It focuses on innovation, quality, and measurable results. TOP Prototype continues to set new benchmarks in automotive engine block manufacturing.
