
Metal Surface Treatment: Processes and Significance
Metal surface treatment is a crucial aspect in the manufacturing and engineering fields. It involves various techniques that modify the surface properties of metals to enhance their performance, durability, and aesthetic appeal.
Common Metal Surface Treatment Processes:

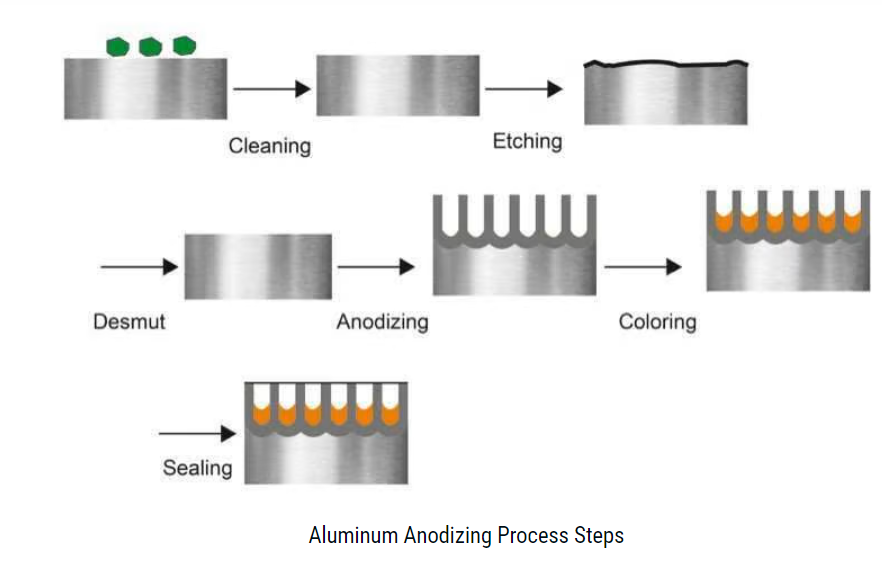
Anodizing
Anodizing is widely used, especially for aluminum. In this process, a layer of oxide is formed on the metal surface. For example, in the aerospace industry, aluminum parts are anodized to a thickness of around 5 – 25 micrometers.
This oxide layer provides increased corrosion resistance and can also be dyed to give a decorative finish. During anodizing, the metal is immersed in an electrolyte solution and an electric current is passed through it. The anodic reaction causes the formation of a porous oxide layer on the surface. This layer can absorb dyes, resulting in a wide range of colors. Different parameters such as electrolyte composition, current density, and processing time can be adjusted to obtain the desired oxide thickness and color.
Type I – Anodizing (Chromic Acid Anodizing at TOP Prototype)
This is a common method that coats metal with an oxide layer. It’s the thinnest among the three main anodic coating methods. The oxide layer is electrically non – conductive and has good scratch and corrosion resistance. TOP Prototype uses it for aerospace and industrial components that might bend due to heat or mechanical factors as the oxide layer is thin.
Type II – Sulfuric Acid Anodize at TOP Prototype
It’s the most used anodizing technique. It creates a protective aluminum oxide coating on the aluminum substrate. Ideal for situations needing hardness and abrasion resistance. Also useful as a base for paint systems or for better corrosion protection. TOP Prototype takes advantage of its porous nature for colorful finishes on aluminum and alloys.
Type III – Hardcoat Anodize at TOP Prototype
Also called hard coat or hard anodizing. It improves thermal, dialectical, wear, and corrosion resistance of aluminum products. Helps retain lubricants and PTFE coatings. Increases the thickness of the natural oxide layer on aluminum. TOP Prototype uses this method based on the military standard Mil – A – 8625 Type III category.
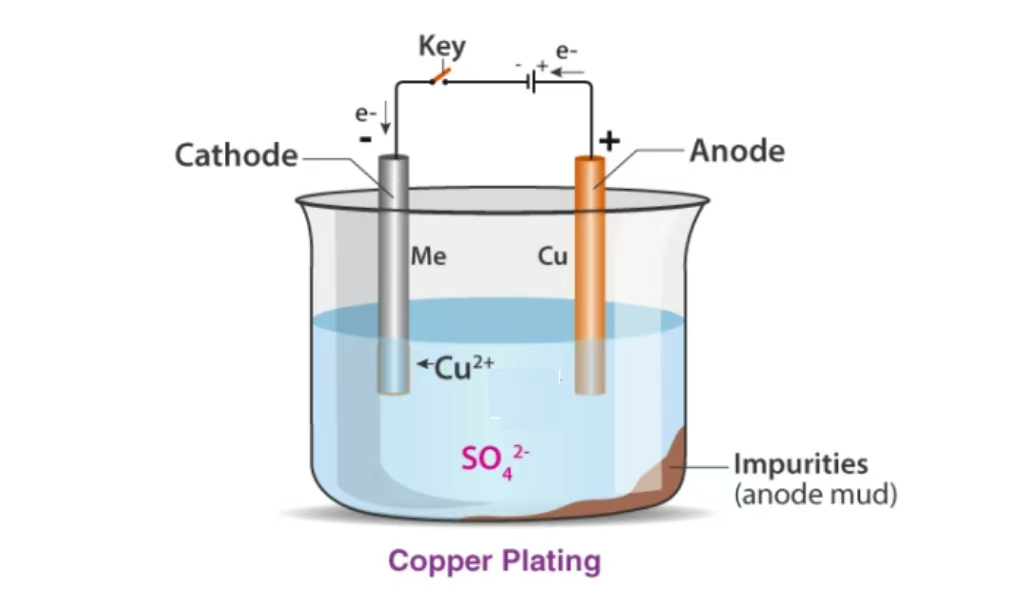
Electroplating

Electroplating involves depositing a thin layer of one metal onto another. Copper plating is common, where a thickness of 10 – 50 micrometers might be achieved.
This process is useful for improving conductivity and enhancing the appearance of the base metal. In the electronics industry, components are often electroplated with gold or silver for better electrical performance.
The electroplating process occurs in an electrolytic cell. The metal to be plated is the cathode, and the plating metal is the anode. When a current is applied, metal ions from the anode are reduced and deposited onto the cathode. The thickness of the plated layer can be controlled by adjusting the plating time, current density, and concentration of the plating solution.
What factors affect electroplating?
This process is influenced by a variety of factors. Some of these factors include the electrodes’ surface area, temperature, the type of metal and electrolyte used, and the magnitude of the applied current. The factors that influence the electroplating process will be investigated in this essay.
Where is electroplating used?
Electroplating is widely used in industry and the decorative arts to improve object surface qualities such as abrasion and corrosion resistance, lubricity, reflectivity, electrical conductivity, and appearance.
What is the main principle of electroplating?
Electroplating is the method of depositing one metal over another in the presence of a metal salt (in aqueous solution). The water molecule is released as the final product in this process. As a consequence, electroplating is based on the theory of hydrolysis.
What acid is used for electroplating?
In the electroplating and metal finishing industries, methanesulphonic acid is used. Methanesulphonic acid has increasingly replaced fluoroboric acid as the chosen electrolyte for the electrode position of tin and tin-lead solder on electronic devices over the last ten years.
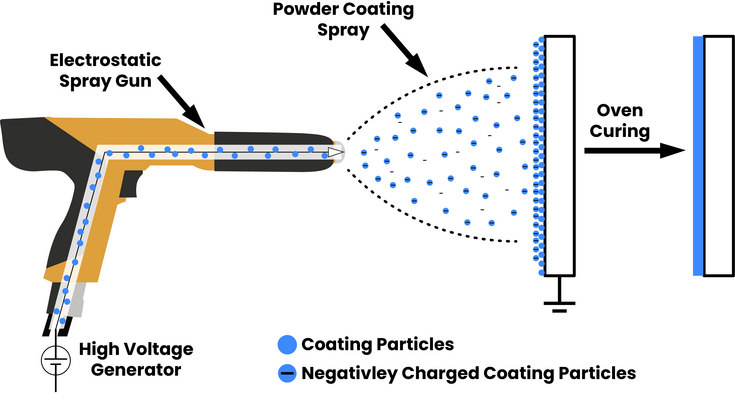
Powder Coating

Powder coating is a dry finishing process. A powder is electrostatically sprayed onto the metal surface and then cured under heat. The thickness of the powder coating can range from 60 – 100 micrometers.
It offers excellent durability and a wide range of color options, making it popular for metal furniture and automotive parts. The powder used in powder coating typically consists of resins, pigments, and additives. The electrostatic spraying process ensures that the powder adheres evenly to the metal surface. During curing, the powder melts and forms a continuous, hard coating.
Stage 1. Pre – treatment:
Part Cleaning The powder coating process at TOP Prototype consists of five stages, starting with pre – treatments. The very first step in pre – treatments is a comprehensive cleaning of the metal parts. For the powder coat application to be successful, the metal pieces must be completely free from substances such as oil, grease, dirt, dust, scale, rust, soil, debris, and oxides. Any remaining contaminants can result in imperfections in the final product.
At TOP Prototype, we initially eliminate impurities like gum, stickers, or rust to make sure no traces of these contaminants are visible in the final application. Then, a pre – treatment powder coating washer is used to get rid of any remaining particles that might damage the finish of your metal part. After washing, a thorough rinse with pure water is carried out to remove any remaining chemical bits, and then it is quickly dried to prevent rust formation.
Stage 2. Pre – treatment: Iron Phosphate Coating & Rinse
The second stage in the five – stage powder coating process at TOP Prototype is applying an iron phosphate conversion coating. This step is crucial as it enhances the bonding of the powder coat, improves corrosion resistance, and reduces oxidation in case the final product gets scratched. Iron phosphate is a cost – effective coating and is compatible with both steel and aluminum. This step is essential and forms the foundation for many of the benefits of powder coating, such as rust resistance. Once the coating adheres to the metal substrate, it is rinsed thoroughly with pure water without any additives.
Stage 3. Pre – treatment: Sealant & Drying
In the third stage of the powder coating process at TOP Prototype, the item concludes its pre – treatment with a sealant. The sealant must have the correct pH level; otherwise, the powder coating will not adhere properly to the product. This step in the five – stage powder coating process is necessary for removing any final contaminants and preparing the surface for the powder coat. After applying the sealant, the product is dried thoroughly to eliminate any moisture and ensure the proper adhesion of the protective coating.
At TOP Prototype, we ensure this step is executed correctly to achieve a high – quality finish on your metal products during our coating operations. There are different sealers that we use in this step at TOP Prototype, and our choice depends on the type of metal, the product, and its future performance requirements. You can rely on the experts at TOP Prototype to assist you in selecting the appropriate sealer for your product. Just contact us today to discuss your project!
Significance of Metal Surface Treatment
Corrosion Resistance: One of the primary benefits is enhanced corrosion resistance. By applying proper surface treatments, metals can withstand harsh environmental conditions. For instance, ships’ hulls are often treated with special coatings to prevent corrosion from saltwater. Corrosion can cause significant damage to metal structures, leading to safety hazards and costly repairs. Surface treatments create a barrier between the metal and the corrosive environment, reducing the rate of corrosion.
Improved Wear Resistance:Surface-treated metals exhibit better wear resistance. In industrial machinery, parts that undergo high friction are treated to increase their lifespan. A case in point is gears that may have a hardened surface layer through a specific treatment process. Wear can lead to the degradation of mechanical parts, affecting their performance and reliability. Surface treatment techniques such as hardening or applying wear-resistant coatings can significantly reduce wear.
Aesthetic Enhancement:
The aesthetic aspect cannot be ignored. Decorative finishes achieved through processes like electroplating or powder coating make metal products more visually appealing. This is crucial for consumer goods such as jewelry and home appliances.
Aesthetically pleasing metal products have a higher market value and can attract more customers
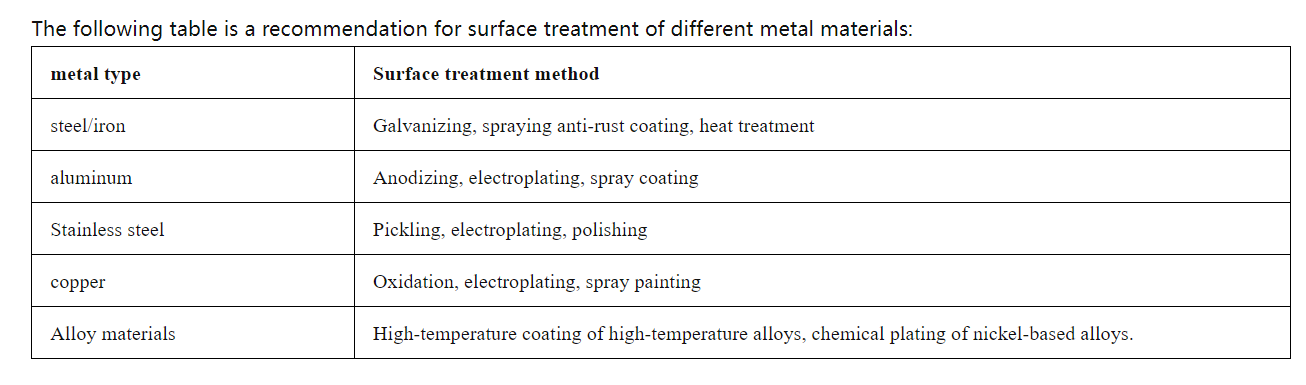
Metal surface treatment plays a vital role in multiple industries. TOP Prototype has been dedicated to this aspect. The choice of the appropriate treatment process depends on the specific requirements of the metal product, whether it is for functional or aesthetic purposes.
By carefully selecting and applying these processes, manufacturers at TOP Prototype can ensure the quality and longevity of their metal components. Continued research and development in the field of metal surface treatment at TOP Prototype are leading to the discovery of new and improved techniques, further expanding the possibilities for enhancing metal surfaces.
