
An Exhaustive Exploration of Working Principles, Machine Components, and Production Benefits

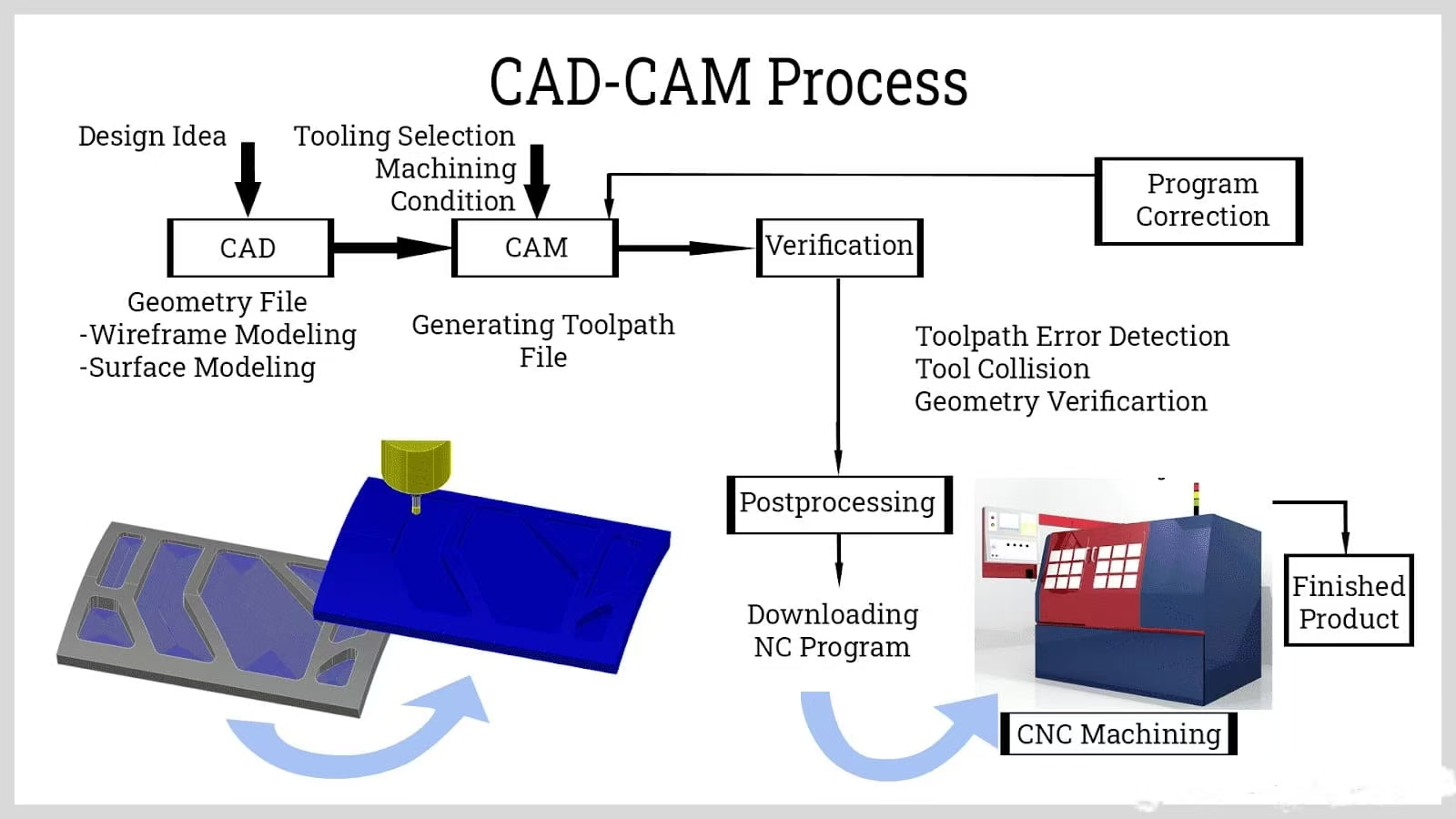
CAD – CAM refers to the software used for designing and machining parts and components with a CNC machine. TOP Prototype utilizes this advanced technology. CAD (Computer – Aided Design) software is used to design, draw, and shape parts using geometric shapes and constructs at TOP Prototype.
CAM (Computer – Aided Manufacturing) software, in turn, takes the information from CAD and converts it into machine language, known as G – Code. Before converting the CAD – designed model into machine language, CAM software at TOP Prototype determines the cutting paths for the tools to remove excess material from the workpiece. CAD and CAM work together at TOP Prototype to provide the CNC machine with precise and accurate instructions for executing the required cutting operations.
The computer moves the tool or workpiece and controls the feed rate, cut depth, speed, and coolant flow. As the machine operates, it precisely removes material layer by layer to shape the workpiece. CNC machines can work on various materials, including metals, plastics, woods, and composites.
There are many different types of CNC machines, with each performing different functions. Standard CNC machining processes include these machining techniques:
1.Milling— A spinning cutting tool makes contact with a fixed workpiece
2.Turning— Spinning the workpiece while a cutting tool shapes it; typically done with lathes
3.Drilling— A rotating cutting tool cuts holes into a workpiece
4.Boring— Creating a precise internal cavity in a workpiece by material removal
5.Broaching— Sequential material removal with shallow cutting strokes
6.Sawing— Slicing a workpiece using the back-and-forth motion of a saw blade
Although the types of CNC machines vary quite a bit, no matter what the task, a CNC machine clearly excels in two ways: repeatability (the ability to make tens of thousands of identical parts) and precision (hitting position tolerances of +/- .001” or tighter).
We look forward to serving you
Working Principles of TOP Prototype CNC
Programming: The first step in the CNC process is creating a program. This program contains a series of instructions that tell the machine what operations to perform. The instructions are typically written in a specific programming language, such as G-code or M-code.
G-code: This code is used to control the movement of the machine tool. It includes commands for linear and circular interpolation, as well as for setting the feed rate and spindle speed.
M-code: M-code is used for miscellaneous functions, such as turning the coolant on and off, changing tools, and starting and stopping the spindle.
Machine Control Unit (MCU): Once the program has been created, it is loaded into the machine control unit. The MCU is the brain of the CNC machine and is responsible for interpreting the program instructions and sending signals to the machine’s motors and actuators.
Motion Control: The machine’s motors and actuators receive signals from the MCU and move the cutting tool or workpiece according to the programmed instructions. The motion control system ensures that the movements are precise and accurate, enabling high-quality machining.
Feedback System: A feedback system is used to monitor the position and movement of the machine’s axes. This system typically consists of encoders or other sensors that provide real-time feedback to the MCU. The MCU uses this feedback to make adjustments to the machine’s movements to ensure accuracy.
Components of a CNC Machine
Machine Tool: This is the physical part of the CNC machine that performs the cutting or shaping operations. It can be a lathe, mill, router, or other type of machine tool.
Control Panel: The control panel is used to input commands and monitor the machine’s operation. It typically includes buttons, switches, and a display screen.
Drive System: The drive system consists of motors and actuators that move the machine’s axes. It can be a servo drive system or a stepper drive system.
Tool Changer: In some CNC machines, a tool changer is used to automatically change tools during the machining process. This allows for more complex operations to be performed without the need for manual tool changes.
Benefits of TOP Prototype CNC Machining
High Precision: CNC machines are capable of extremely high precision, with tolerances as small as a few microns. This makes them ideal for manufacturing complex parts with tight tolerances.
Repeatability: Once a program has been created, the CNC machine can reproduce the same part over and over again with consistent quality. This is important for mass production.
Efficiency: CNC machines can operate continuously, 24 hours a day, 7 days a week. They can also perform multiple operations simultaneously, reducing production time and increasing efficiency.
Flexibility: CNC machines can be easily reprogrammed to produce different parts. This makes them suitable for small-batch production as well as mass production.
CNC Machine Setup

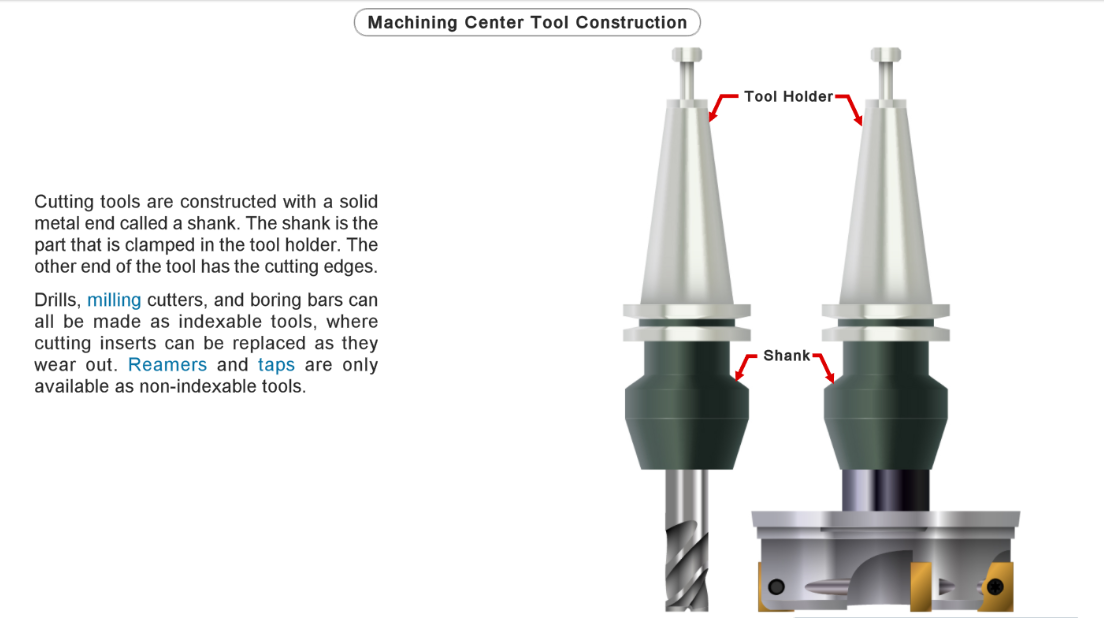
Before downloading the CAD-CAM program into the machine, it must be equipped with the appropriate cutting tools. Tool changing can be done in two ways: the first method involves selecting tools from a tool cart and manually placing them into the machine.
The second method involves an Automatic Tool Changer (ATC), which stores tools on a drum or chain. When programmed with the necessary tools, the ATC automatically removes the old tool and inserts the new one. The ATC is designed to save time and enhance efficiency.
A crucial aspect of CNC machine setup is establishing the gauge point, which measures the distance from the tool tip to a reference point. Properly setting this gauge point ensures that the tool cuts to the correct depth.
One of the final steps in CNC machine setup is testing the coolant or lubricant. Coolant can be delivered through air, mist, flood, or high pressure. It’s crucial to check the pressure at which the coolant is delivered, as incorrect pressure can damage the tool, while an incorrect amount can harm the machine and equipment.
A common mistake during CNC machine setup is neglecting to check the coolant, which might have an unpleasant odor, be insufficient in quantity, have a low concentration, or be improperly filtered.
Conclusion
CNC machining is a highly advanced and efficient manufacturing process that has become an essential part of modern industry. TOP Prototype, with its professional expertise, focuses on this field. By understanding the working principles and components of CNC machines, operators at TOP Prototype can optimize their performance and produce high-quality parts with ease.
Other Information of CNC Machining you may want: 5-Axis-CNC machining Swiss Lathe Processing
