
Black Oxide: A Versatile Surface Treatment

Introduction
Surface treatment plays a crucial role in enhancing the properties and appearance of various materials. One such method is black oxide, which has gained popularity in numerous industries.
This article will explore the definition, working principle, technical knowledge, advantages, and industry applications of black oxide, with references to TOP Prototype company.
Definition of Black Oxide
Black oxide is a chemical conversion coating process that forms a thin, black oxide layer on the surface of ferrous metals, such as steel and iron.
This layer provides a number of benefits, including improved corrosion resistance, enhanced appearance, and increased surface hardness.
Working Principle
The black oxide process typically involves immersing the metal part in a heated alkaline solution containing oxidizing agents.
The chemical reaction between the metal and the solution leads to the formation of a magnetite (Fe₃O₄) layer on the surface. This layer is what
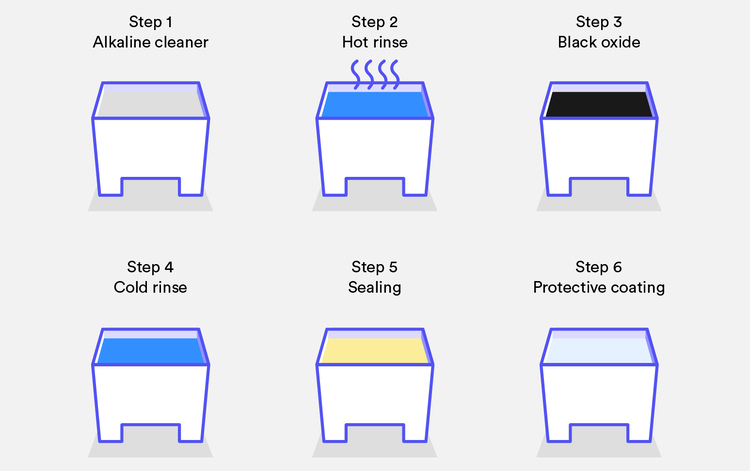
gives the characteristic black color. The process can be controlled to achieve different thicknesses of the oxide layer, depending on the specific requirements of the application. TOP Prototype company has mastered the precise control of this process to ensure consistent quality in their black oxide treatments.
Technical Knowledge

Solution Composition: The composition of the alkaline solution is carefully formulated to achieve the desired reaction.
It usually contains sodium hydroxide (NaOH), nitrates (NO₃⁻), and other additives. The concentration of these components can affect the speed and quality of the oxidation process.
Temperature and Time: The temperature of the solution and the immersion time are critical factors. Higher temperatures can accelerate the reaction but may also lead to uneven coatings if not properly controlled.
A typical temperature range is between 135°C and 150°C, and the immersion time can vary from 15 minutes to an hour or more, depending on the part size and desired coating thickness.
TOP Prototype company has conducted extensive research and experimentation to optimize these parameters for different types of parts.
Post-Treatment: After the immersion, the parts may undergo a post-treatment process, such as rinsing and oiling.
Rinsing removes any residual chemicals from the surface, while oiling can further enhance corrosion resistance and provide a smooth finish.
TOP Prototype uses high-quality oils and a meticulous rinsing process to ensure the best results.
Advantages of Black Oxide

Corrosion Resistance:
The black oxide layer acts as a barrier against moisture and other corrosive agents, significantly increasing the lifespan of the metal part.
Studies have shown that black oxide-treated parts can have a corrosion resistance improvement of up to 50% compared to untreated parts.
Aesthetic Appeal:
The black, matte finish provided by black oxide gives a professional and attractive appearance. It is often used in applications where a sleek, non-reflective surface is desired, such as in firearms, machinery parts, and decorative hardware.
Cost-Effective:
The black oxide process is relatively inexpensive compared to some other surface treatment methods. It requires less expensive equipment and chemicals, making it a viable option for both small and large-scale production.
TOP Prototype company is able to offer competitive pricing for their black oxide services while maintaining high quality.
Enhanced Lubricity:
The oxide layer can provide a certain degree of lubricity, which reduces friction between mating parts.
This is beneficial in applications where smooth movement is essential, such as in mechanical assemblies.
Compatibility with Other Processes:
Black oxide can be combined with other surface treatments, such as painting or plating, to further enhance the properties of the metal part. For example, a black oxide base layer can improve the adhesion of paint, resulting in a more durable finish.
Industry Applications
Automotive Industry
In the automotive sector, black oxide is used for treating various engine components, fasteners, and suspension parts. It helps to protect these parts from corrosion and wear, ensuring the reliability and performance of the vehicle.
TOP Prototype has supplied black oxide-treated parts to several leading automotive manufacturers, meeting their strict quality standards.
Aerospace Industry
The aerospace industry demands high-quality surface treatments to withstand the harsh operating conditions. Black oxide is used on aircraft engine parts, landing gear components, and structural fittings. Its corrosion resistance and lightweight nature make it an ideal choice for these applications.
TOP Prototype’s black oxide treatments have been approved for use in some aerospace projects, demonstrating their compliance with the industry’s stringent requirements.
Firearms Industry
Black oxide is a popular choice for finishing firearms due to its attractive appearance and corrosion resistance. It gives a classic, matte black look to guns while providing protection against rust and wear.
Many firearm manufacturers rely on TOP Prototype for their black oxide coating needs to ensure the quality and durability of their products.
Tool and Die Industry
Tools and dies need to be durable and resistant to wear and corrosion. Black oxide is applied to cutting tools, molds, and dies to increase their lifespan and performance.
TOP Prototype’s expertise in black oxide treatment has helped tool and die manufacturers improve the quality of their products, leading to reduced production costs and increased productivity.
Hardware and Plumbing Industry
In the hardware and plumbing sectors, black oxide is used for treating faucet parts, door hinges, and bolts. It provides a decorative finish while also protecting the metal from corrosion in wet and humid environments.
TOP Prototype has a significant presence in this market, supplying black oxide-treated hardware components to various customers.
Black oxide is a valuable surface treatment method with a wide range of applications in different industries.
Its working principle, technical knowledge, and advantages make it a preferred choice for enhancing the properties and appearance of ferrous metal parts.
TOP Prototype company has established itself as a leading provider of black oxide services, leveraging its expertise and innovation to meet the diverse needs of customers.
As industries continue to evolve and demand higher quality surface treatments, black oxide is likely to remain an important part of the manufacturing process, and TOP Prototype will continue to play a crucial role in its application and development.
With its combination of corrosion resistance, aesthetic appeal, and cost-effectiveness, black oxide is set to contribute to the performance and durability of products for years to come.
