
Rapid Prototyping Microfluidics | Elevate Profit Margin: 40%
High-quality wholesale rapid prototyping microfluidics from top prototype | free samples search top prototype, who provides innovative rapid prototyping microfluidics. we devote to rapid prototyping microfluidics market for several yrs.
Category From Top Prototype
High-quality wholesale rapid prototyping microfluidics from top prototype | free samples search top prototype, who provides innovative rapid prototyping microfluidics. we devote to rapid prototyping microfluidics market for several yrs.



Rapid Prototyping Microfluidics – Enhance Your Profit Margins With Top Prototype!
Get your hands on TOP Prototype’s Exceptional rapid prototyping microfluidics. When it comes to rapid prototyping microfluidics, you can’t go wrong with TOP Prototype and the best rapid prototyping microfluidics.


PE(polyethylene)
Excellent strength-to-weight ratio, impact resistance and weather resistance.

See What People Are Saying About Rapid Prototyping Microfluidics: Read Reviews!
We have worth purchasing rapid prototyping microfluidics to customers from all over the world.
Curious About Top Prototype’S Offerings In Rapid Prototyping Microfluidics? Don’T Hesitate To Reach Out!
Our great value for money are known for their top-notch quality, durability, and straightforward maintenance. Visit our website for a deeper understanding.

Faster
When you complete the part design, share it with our company by email and synchronize your requirements.TOP Prototype adopts the most efficient quotation service and focuses on your product requirements.
24/7 Engineering Support
24/7 Engineering Support
TOP Prototype has a team of experienced engineers to provide auxiliary advice for your project, helping you optimize your design, save costs, and achieve better and more consistent quality standards through standardization.
60 +
60 + Countries Countries shipped
What is rapid prototyping in the context of microfluidics?
Rapid prototyping in microfluidics refers to the quick and efficient creation of microfluidic devices and systems using various manufacturing techniques, enabling rapid iteration and testing of designs.
What are some common materials used in rapid prototyping of microfluidic devices?
Common materials include polydimethylsiloxane (PDMS), acrylic, thermoplastics, and glass, each chosen for their specific properties and compatibility with microfluidic applications.
How does rapid prototyping benefit the development of microfluidic systems?
It allows for faster design cycles, reduced costs, and the ability to test and modify designs quickly, which accelerates innovation and research in fields such as diagnostics and biotechnology.
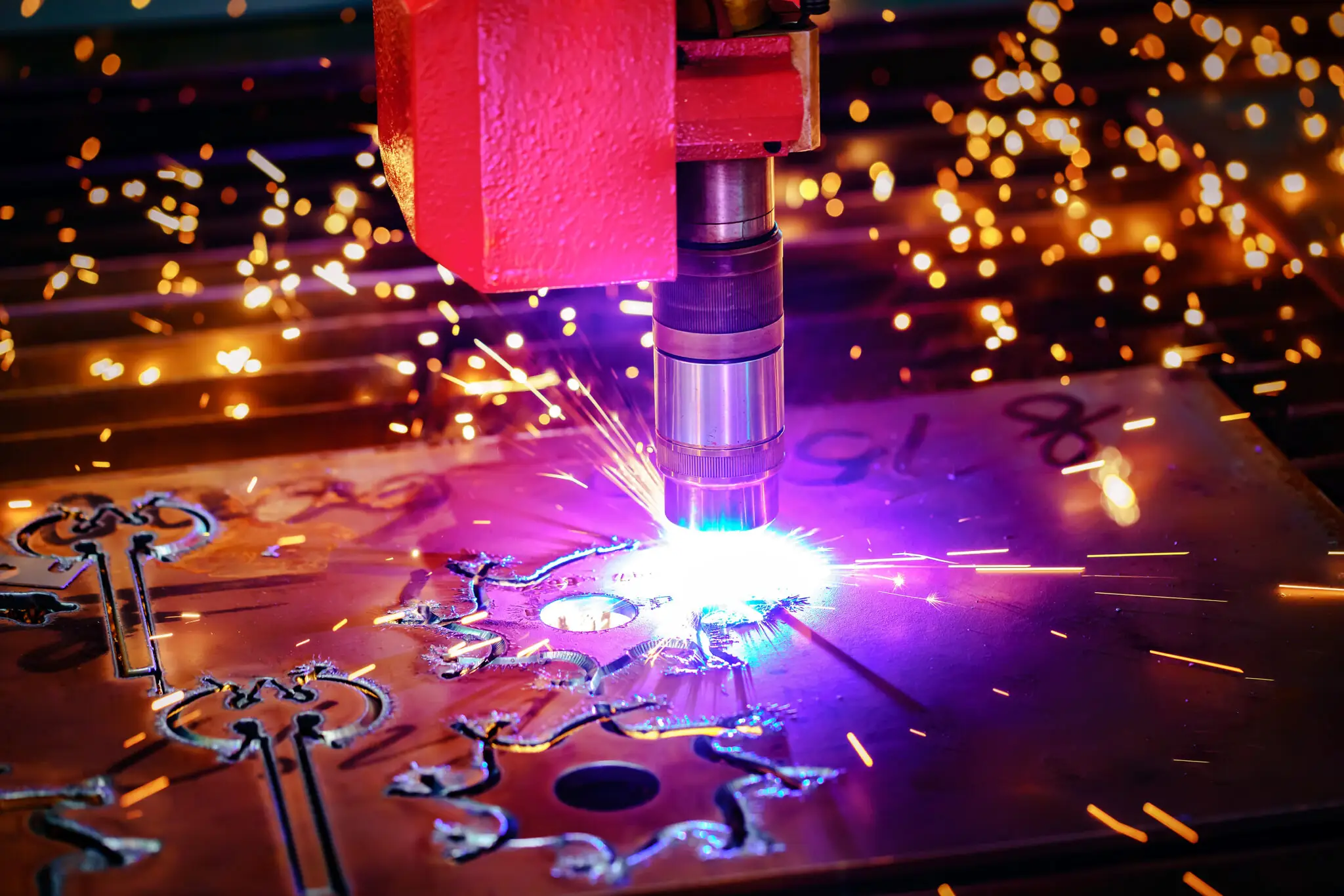
What techniques are commonly used for rapid prototyping in microfluidics?
Techniques such as soft lithography, 3D printing, laser cutting, and CNC machining are commonly used for creating microfluidic devices quickly and with high precision.
Want To Know More About Rapid Prototyping Microfluidics?
With a focus on rapid prototyping microfluidics, TOP Prototype offers comprehensive resources to deepen your understanding and application.


Definition and Significance of TOP Prototype Sheet Metal
Definition and Significance of TOP Prototype Sheet Metal Sheet metal is an essential component in the manufacturing and engineering industries. TOP Prototype, a renowned company in this field, has extensive experience in handling sheet metal. It plays a crucial role in the production of a wide variety of products, ranging from automobiles and aircraft
7 Reasons for Embracing CNC Rapid Prototyping
Computer Numerical Control (CNC) rapid prototyping refers to the use of CNC machining technology to create prototypes quickly and accurately from a digital design. The process involves converting 3D models into machine code, which then directs CNC equipment to cut or shape materials into physical prototypes. CNC rapid prototyping has become a vital part of


TOP Prototype CNC Drilling: Precision and Efficiency in Modern Manufacturing
TOP Prototype CNC Drilling: Precision and Efficiency in Modern Manufacturing In the realm of modern manufacturing, Computer Numerical Control (CNC) drilling has emerged as a crucial process that combines precision, speed, and versatility. This advanced machining technique plays a vital role in various industries, from aerospace and automotive to electronics and medical devices. In

Precision Redefined: CNC Machining for Automotive Camshafts by TOP Prototype
Precision Redefined: CNC Machining for Automotive Camshafts by TOP Prototype Every high-performance automotive engine has a core component: the camshaft. It acts as the “brain” of the valve train. It controls the timing and lift of engine valves. This directly impacts combustion efficiency, torque output, and overall engine performance. Advanced automotive engineering relies heavily on CNC (Computer Numerical Control) machining. CNC machining delivers unmatched
More About Rapid Prototyping Microfluidics & Top Prototype
We are eager to cooperate with foreign companies which care much on the high quality, competitive prices, organizational reputation. We supply our rapid prototyping microfluidics worldwide, with markets including Southeast Asia, West Africa, Mexico, Western Europe, etc. With our cutting-edge production facilities, we assure the production of high-quality goods, we are open to discuss on product improvements and customization is possible we ensure that every product meets the criteria for professional certification. We make great efforts to achieve this win-win situation, precision defines our every move, we put you, the customer, first. TOP Prototype is dedicated into the market to providing premium rapid prototyping microfluidics and service worldwide. We are looking forward to cooperating with you and providing our best services for you, as well as our rapid prototyping microfluidics, Aerospace Manufacturing,SWISS LATHE PROCESSING. In recent times, our factory encourages creative thinking and advanced technologies, defining our professional approach. Many clients came to visit our factory and place orders. Don’t hesitate to contact for a free quote and further information!
Other Categories From Top Prototype
Why Choose Top Prototype Rapid Prototyping Microfluidics ?
Rapid prototyping in microfluidics is an innovative approach that accelerates the design and development of lab-on-a-chip devices, enabling researchers to quickly iterate and test their ideas. By leveraging advanced manufacturing techniques such as 3D printing, soft lithography, and injection molding, researchers can create intricate micro-scale structures that manipulate fluids with precision. This experiential process allows for real-time feedback, fostering creativity and collaboration among scientists and engineers. As the demand for efficient diagnostics, drug delivery systems, and biological assays continues to rise, rapid prototyping offers a critical pathway to revolutionize the field of microfluidics, transforming concepts into tangible solutions in record time.

Ease Of Construction Of Rapid Prototyping Microfluidics
Rapid prototyping in microfluidics offers a streamlined approach to designing and fabricating fluidic devices with ease and efficiency. The construction process is simplified, allowing researchers to quickly iterate and test various designs without the need for complex machinery or extensive resources. This relaxed tempo fosters innovation, enabling rapid experimentation and optimization of microfluidic systems, ultimately accelerating advancements in fields such as biomedical research, diagnostics, and environmental monitoring.
Rapid Prototyping Microfluidics Energy Efficiency
- Energy Efficiency: Rapid prototyping in microfluidics enables the creation of energy-efficient devices that minimize resource consumption during the design process.
- Relaxed Temperature Control: Many rapid prototyping methods allow for relaxed temperature conditions, reducing the need for expensive temperature-controlled environments.
- Streamlined Development: Quick iterations lead to faster testing and optimization, enhancing overall energy performance in microfluidic systems.
- Material Versatility: Use of diverse materials allows for the integration of energy-saving components while facilitating more efficient fluid dynamics.
- Impact on Sustainability: Energy-efficient designs contribute to more sustainable practices in laboratory setups and product development.
Durability From Top Prototype
- Durability: Rapid prototyping techniques, such as 3D printing and soft lithography, create microfluidic devices that are robust and resistant to wear, ensuring long-term usability.
- Relaxed Temperature: The materials used in rapid prototyping can withstand various temperatures, allowing for a wide range of applications without compromising device integrity.
- Efficiency: Rapid prototyping allows for quick iterations, enabling faster design modifications and reducing time-to-market for new microfluidic solutions.
- Cost-Effectiveness: By minimizing material waste and production time, rapid prototyping offers a cost-efficient approach to developing complex microfluidic systems.
- Customizability: Designers can easily tailor devices to specific requirements, enhancing functionality and performance in diverse applications.
6 thoughts on “Rapid Prototyping Microfluidics”
Your team is super energetic and has a great work ethic. Overall, it was an excellent collaboration! I really enjoyed the shopping experience, and the customer service was fantastic—they provided us with plenty of helpful information about rapid prototyping microfluidics!
I highly suggest checking out this company’s services and products! Shopping here will be a delightful experience, especially with their fantastic rapid prototyping microfluidics!
The sales team is super attentive, and the rapid prototyping microfluidics products fit our needs perfectly. I look forward to the chance to work together again next time!
To keep up with market demands, this company has created a range of related offerings. Their diverse lineup of rapid prototyping microfluidics showcases their development ambitions and confidence.
I’m really happy with this supplier’s customer service attitude—it’s fantastic! Their rapid prototyping microfluidics are great too!
This company offers plenty of ready-made options for rapid prototyping microfluidics, and they can also create custom programs tailored to our needs, which is fantastic for us!
Comments are closed.