
Precision Swiss Machining | Free Sample Available 2024
#1 wholesale precision swiss machining from top prototype | low moq & fast delivery top prototype provides trustworthy precision swiss machining ,& owns a long experience, providing top precision swiss machining.
Check Out Our Top Prototype Category
#1 wholesale precision swiss machining from top prototype | low moq & fast delivery top prototype provides trustworthy precision swiss machining ,& owns a long experience, providing top precision swiss machining.



Precision Swiss Machining Boost Your Profit!
Choose from a wide range of Top-notch precision swiss machining at TOP Prototype. When it comes to precision swiss machining, TOP Prototype is a name you can rely on for their precision swiss machining.




Customer Insights On Precision Swiss Machining: Read Their Reviews Now!
We’re a trusted source for top-performance precision swiss machining for customers worldwide.
Interested In Discovering More About Precision Swiss Machining?
We craft our worth buying with excellence, ensuring durability and minimal upkeep. Visit our website to learn more.

More Responsive Quotes
We will give you feedback within 1 hour to ensure that you receive professional processing suggestions, lower processing costs and a faster delivery time.
24/7 Engineering Support
24/7 Engineering Support
TOP Prototype has a team of experienced engineers to provide auxiliary advice for your project, helping you optimize your design, save costs, and achieve better and more consistent quality standards through standardization.
400,000 +
Uniquely designed parts produced 400,000 +
What is precision Swiss machining?
Precision Swiss machining is a manufacturing process that utilizes CNC (Computer Numerical Control) Swiss lathes to create highly accurate and intricate parts, typically from metal or plastic materials. It is known for its ability to produce small, complex components with tight tolerances.
What are the advantages of precision Swiss machining?
The advantages of precision Swiss machining include high precision and accuracy, the ability to handle small and complex geometries, reduced production times, and minimal waste of materials due to the efficient cutting process.
In which industries is precision Swiss machining commonly used?
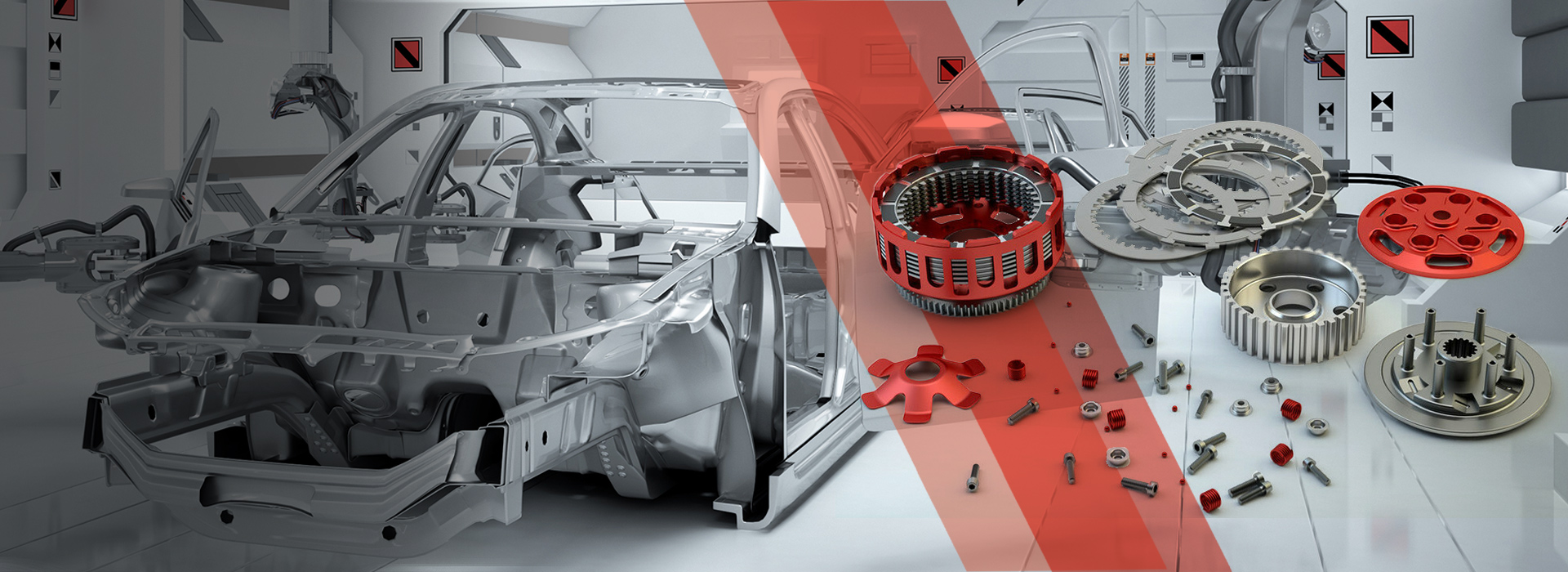
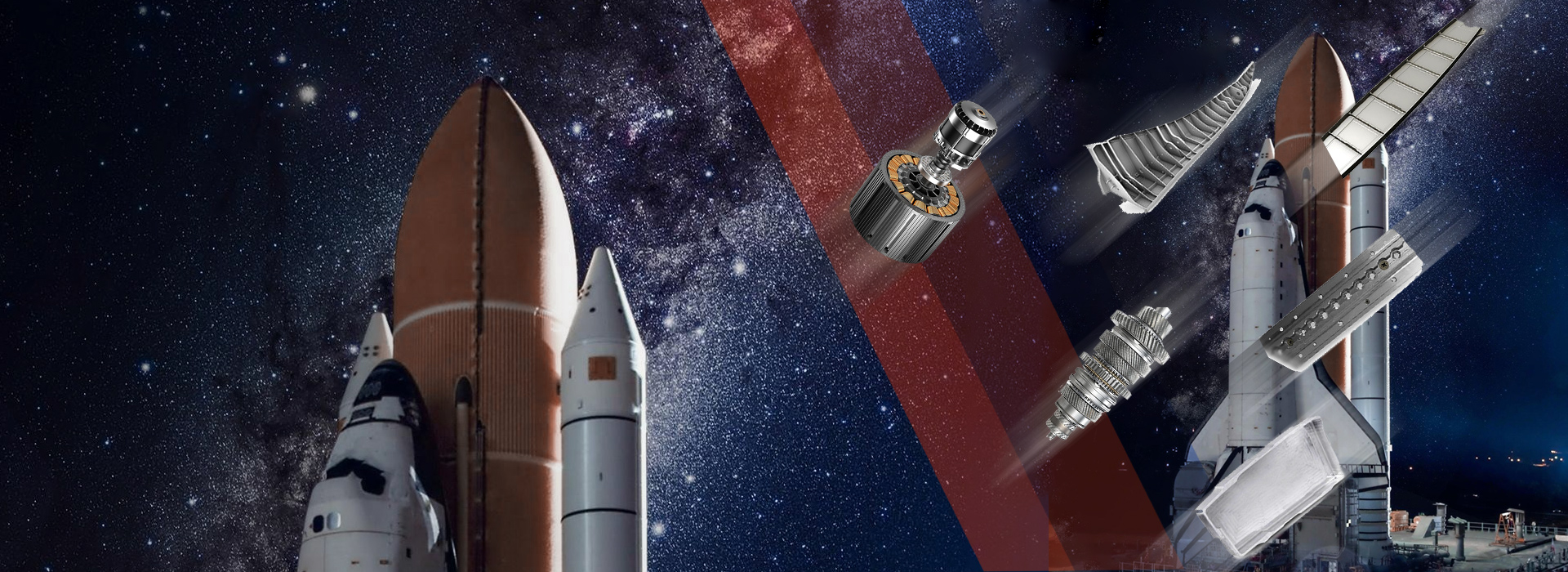
Precision Swiss machining is commonly used in industries such as aerospace, medical devices, automotive, and electronics, where high precision and reliability are critical.
How does precision Swiss machining differ from traditional machining?
Precision Swiss machining differs from traditional machining in that it employs a sliding headstock mechanism that allows for continuous material feeding and the ability to produce parts with more complex shapes and tighter tolerances in a single setup, whereas traditional machining often requires multiple setups and operations.
Want To Know More About Precision Swiss Machining?
With a focus on precision swiss machining, TOP Prototype offers comprehensive resources to deepen your understanding and application.

Metal Surface Treatment: Processes and Significance
Metal Surface Treatment: Processes and Significance Metal surface treatment is a crucial aspect in the manufacturing and engineering fields. It involves various techniques that modify the surface properties of metals to enhance their performance, durability, and aesthetic appeal. Common Metal Surface Treatment Processes: Anodizing Anodizing is widely used, especially for aluminum. In this process,
Precision at the Core: CNC Machining for Automotive Engine Blocks by TOP Prototype
Precision at the Core: CNC Machining for Automotive Engine Blocks by TOP Prototype The engine block is the backbone of every automotive powertrain. It houses critical components, such as cylinders, crankshafts, and pistons. It bears extreme temperatures, pressure, and mechanical stress. Its precision directly determines engine efficiency, durability, and performance. Modern automotive manufacturing relies on

Definition and Significance of TOP Prototype Sheet Metal
Definition and Significance of TOP Prototype Sheet Metal Sheet metal is an essential component in the manufacturing and engineering industries. TOP Prototype, a renowned company in this field, has extensive experience in handling sheet metal. It plays a crucial role in the production of a wide variety of products, ranging from automobiles and aircraft

The Power of TOP Prototype Powder Coating
The Power of TOP Prototype Powder Coating Powder coating by TOP Prototype is a revolutionary finishing process that has gained significant popularity in various industries due to its numerous advantages and unique characteristics. In this article, we will explore the concept, working principle, history, and advantages of powder coating offered by TOP Prototype. I. Concept

The Excellence of Spraying Surface Treatment
The Excellence of Spraying Surface Treatment Surface treatment is a crucial aspect of modern manufacturing and product enhancement, and spraying is one of the most commonly used and effective methods. This article will delve into the details of spraying, including its definition, working principle, technical knowledge, advantages, and its connection with the TOP Prototype company.

What is wire cutting? Process and application description
What is wire cutting? Process and application description Lathes and milling machines are often associated with machining, but line discharge machining (EDM) offers special advantages for certain applications. Wire-cut machining is an electrothermal process that uses electrical discharges to shape conductive materials so that complex designs can be created. The technology is widely used in
More About Precision Swiss Machining & Top Prototype
We are looking forward to cooperating with you and providing our best services for you, as well as our precision swiss machining, Aerospace Manufacturing,SWISS LATHE PROCESSING. Our excellent management, strong technical capability and strict quality control system, help to provide our clients with reliable quality, tailoring production according to your needs is fine, each product has been professionally certified to meet industry standards. We look ahead for your cooperation sincerely. Please contact us. Nowadays with the development of internet, we’ve got decided to extend business to overseas market. The precision swiss machining will supply to all over the world, such as West Asia, South Africa, Mexico, Eastern Europe, etc. Owning a factory and top-notch technologies, TOP Prototype always offers unmatchable precision swiss machining worldwide. Our aim is to help customers realize their goals, we innovate with integrity, putting you first is our mission. With a rich history spanning decades, our factory earned a reputation for advanced technologies, delivering excellence.
Other Categories From Top Prototype
Why Choose Top Prototype Precision Swiss Machining ?
Precision Swiss machining is a highly specialized manufacturing process known for its ability to produce intricate and precise components with exceptional accuracy. This technique utilizes advanced CNC machines that are specifically designed to handle complex geometries and tight tolerances, making it ideal for industries that demand high-quality parts, such as aerospace, medical, and automotive sectors. The unique capabilities of Swiss machining allow for efficient production, reducing lead times while maintaining rigorous quality standards. As businesses increasingly seek innovative solutions to meet their operational requirements, precision Swiss machining stands out as a critical component in achieving competitive advantage through superior manufacturing precision and reliability.

Reliability Of Precision Swiss Machining
Precision Swiss machining stands as a hallmark of reliability in the realm of manufacturing. This advanced technique, famed for its ability to produce intricate parts with astonishing accuracy, transforms concepts into tangible components swiftly and efficiently. By employing cutting-edge technology and a meticulous approach, Swiss machining not only meets but often exceeds industry standards, yielding consistent results that instill confidence in every project. In an ever-evolving landscape, the fusion of creativity and precision in Swiss machining paves the way for innovation, ensuring that even the most complex designs come to life with unparalleled quality.
Precision Swiss Machining Environmental Impact
- Resource Efficiency: Swiss machining optimizes material usage, reducing waste and conserving resources.
- Energy Consumption: Advanced machinery and techniques lead to lower energy requirements compared to traditional manufacturing.
- Waste Management: High precision minimizes scrap, and the waste that is generated is often recyclable or reusable.
- Durability and Longevity: Precision components enhance product lifespan, which reduces the overall environmental footprint over time.
- Local Sourcing: Many Swiss machining facilities prioritize local materials and suppliers, decreasing transportation emissions.
- Sustainable Practices: Integration of eco-friendly practices and technologies is increasingly common, fostering a culture of sustainability.


Aesthetics From Top Prototype
- Unmatched Detail: Precision Swiss machining achieves intricate designs with exceptional accuracy, resulting in aesthetically pleasing components.
- Quality Finish: The meticulous processes produce smooth surfaces and refined edges, enhancing visual appeal.
- Material Versatility: This technique accommodates various materials, allowing for stylish and functional designs in different industries.
- Innovative Shapes: Complex geometries are effortlessly crafted, enabling creative expressions in product development.
- Brand Identity: Unique designs contribute to brand differentiation, making products stand out in competitive markets.
4 thoughts on “Precision Swiss Machining”
I’d totally suggest these precision Swiss machining products to my friends!
The precision Swiss machining has been set up, and the installer mentioned that its quality is top-notch!
You’ve always put customers first, and you’ve really nailed it with your precision Swiss machining!
We were pleasantly surprised by how much the quality of the precision Swiss machining surpassed our expectations. The craftsmanship is top-notch, and our customer is really happy with it. They’re definitely planning to shop here again in the future!
Comments are closed.