
Electronics Swiss Machining – 50% More Profit
High-quality electronics swiss machining from top prototype | oem & odm | low moq. top prototype provides trustworthy electronics swiss machining ,& owns a long experience, providing top electronics swiss machining.
Discover The Top Prototype Category
High-quality electronics swiss machining from top prototype | oem & odm | low moq. top prototype provides trustworthy electronics swiss machining ,& owns a long experience, providing top electronics swiss machining.


Electronics Swiss Machining – Elevate Your Business With Quality!
Choose from a wide range of Exceptional electronics swiss machining at TOP Prototype. Trust electronics swiss machining for high-quality TOP Prototype. We have the best electronics swiss machining.



Read What Customers Are Saying About Electronics Swiss Machining!
Our unparralleled electronics swiss machining have found their way to customers across the planet.
Want To Know More About Electronics Swiss Machining And How It Can Benefit You?
Our production value-packed stand out for their high quality, resilience, and user-friendly maintenance. Learn more by visiting our website.
24/7 Engineering Support
24/7 Engineering Support
TOP Prototype has a team of experienced engineers to provide auxiliary advice for your project, helping you optimize your design, save costs, and achieve better and more consistent quality standards through standardization.
400,000 +
Uniquely designed parts produced 400,000 +
15 +
15 + Years in Business
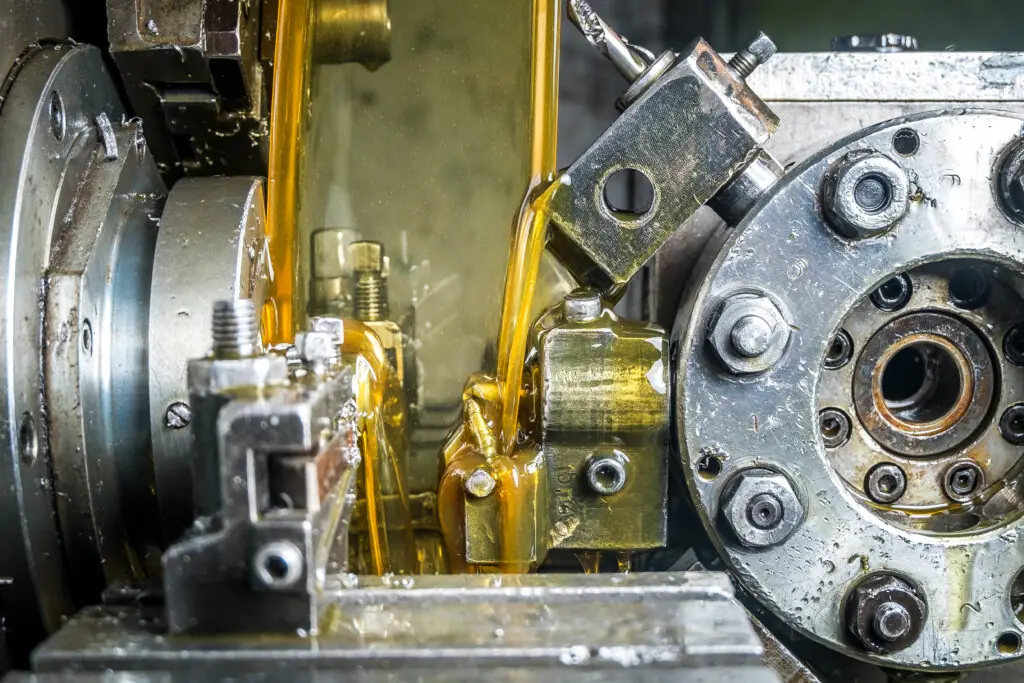
What is Swiss machining in the context of electronics?
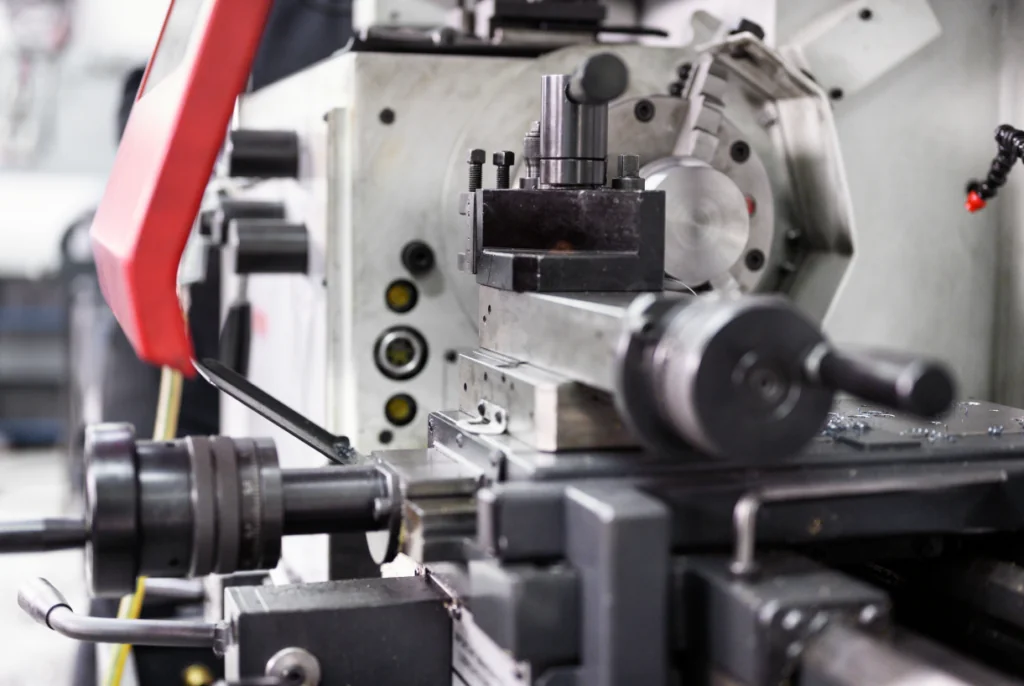
Swiss machining is a precision manufacturing process that uses a CNC (Computer Numerical Control) lathe to produce intricate parts with tight tolerances, often used in the electronics industry for components like connectors, housings, and circuit boards.
What are the advantages of using Swiss machining for electronic components?
The advantages of Swiss machining include high precision, the ability to produce complex geometries, reduced waste, and the capability to work with a variety of materials, making it ideal for high-volume production of electronic parts.
What types of materials are commonly used in Swiss machining for electronics?
Common materials used in Swiss machining for electronics include metals like aluminum, brass, stainless steel, and copper, as well as plastics and other materials suitable for electronic applications.
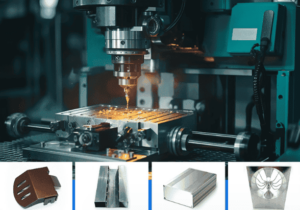
How does Swiss machining improve the production efficiency of electronic components?
Swiss machining improves production efficiency by allowing for the simultaneous machining of multiple features, reducing cycle times, and minimizing the need for secondary operations, which streamlines the manufacturing process for electronic components.
Curious About Electronics Swiss Machining? Check What Top Prototype Has To Offer!
TOP Prototype is at the forefront of innovation, providing insights into electronics swiss machining to help you stay informed.

An Exhaustive Exploration of Working Principles, Machine Components, and Production Benefits
An Exhaustive Exploration of Working Principles, Machine Components, and Production Benefits CAD – CAM refers to the software used for designing and machining parts and components with a CNC machine. TOP Prototype utilizes this advanced technology. CAD (Computer – Aided Design) software is used to design, draw, and shape parts using geometric shapes and constructs
CNC Machining of Aluminum: Properties and Applications by TOP Prototype
CNC Machining of Aluminum: Properties and Applications by TOP Prototype Aluminum, with its unique combination of physical and mechanical properties, has become a preferred material in CNC machining across various industries. As a professional prototype and custom part manufacturer, TOP Prototype leverages the advantages of aluminum in CNC machining to deliver high-precision, high-quality components for

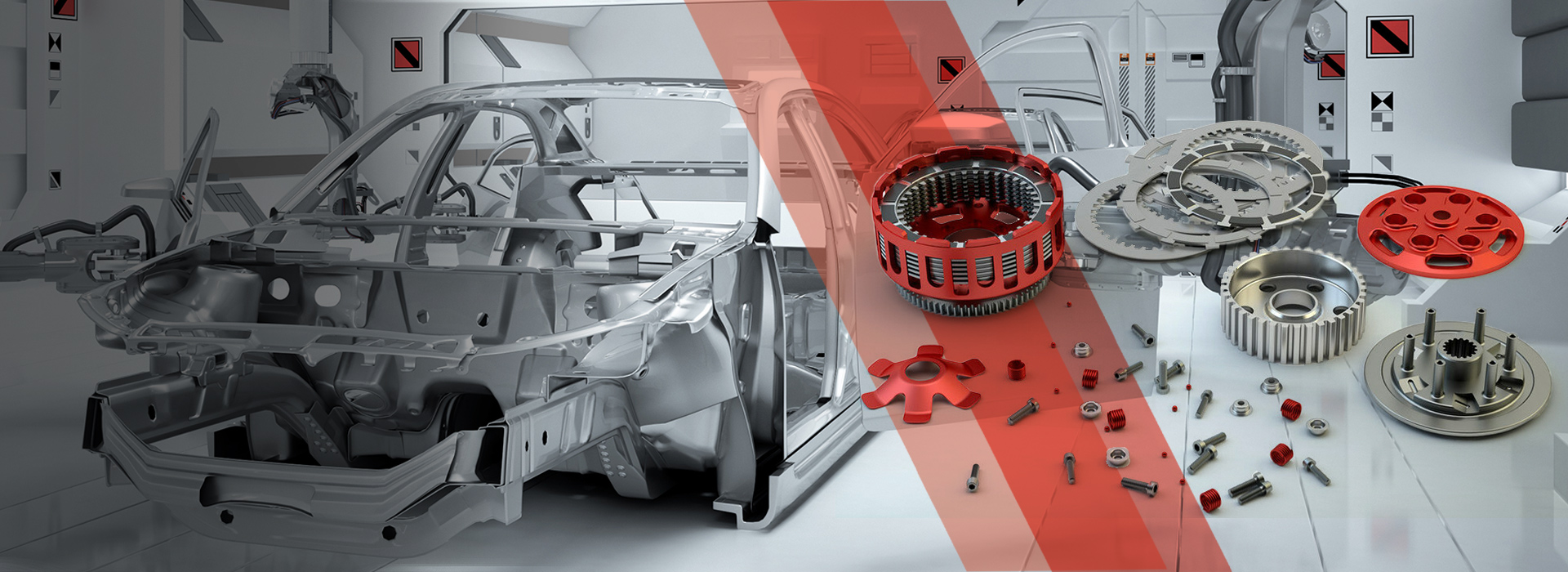
Precision Redefined: CNC Machining for Automotive Camshafts by TOP Prototype
Precision Redefined: CNC Machining for Automotive Camshafts by TOP Prototype Every high-performance automotive engine has a core component: the camshaft. It acts as the “brain” of the valve train. It controls the timing and lift of engine valves. This directly impacts combustion efficiency, torque output, and overall engine performance. Advanced automotive engineering relies heavily on CNC (Computer Numerical Control) machining. CNC machining delivers unmatched

Sheet Metal Processing Materials: Characteristics, Applications, and Innovations
Sheet Metal Processing Materials: Characteristics, Applications, and Innovations Sheet metal processing is a vital part of modern manufacturing, and the choice of materials plays a decisive role in the quality and performance of the final products. TOP Prototype, a distinguished company in this domain, has in – depth knowledge and extensive experience in handling

The Excellence of Spraying Surface Treatment
The Excellence of Spraying Surface Treatment Surface treatment is a crucial aspect of modern manufacturing and product enhancement, and spraying is one of the most commonly used and effective methods. This article will delve into the details of spraying, including its definition, working principle, technical knowledge, advantages, and its connection with the TOP Prototype company.
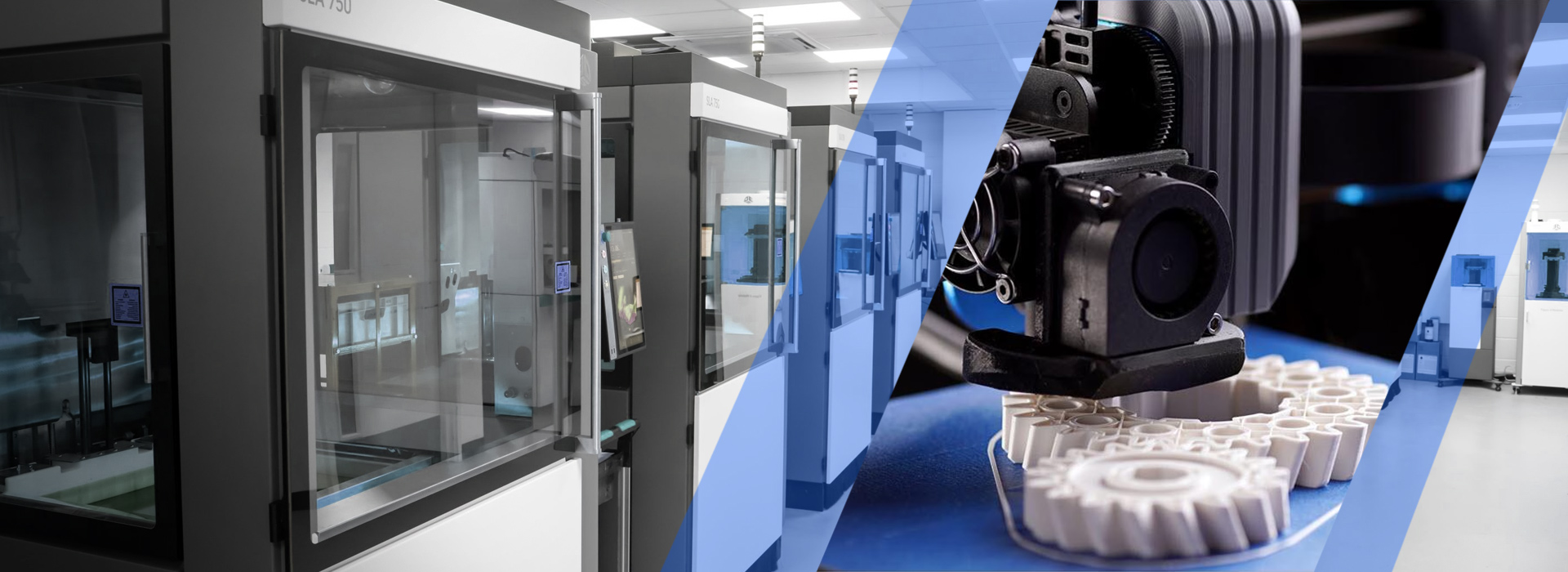
TOP Prototype CNC Customization Precision Machining Tailored Solutions for Global Industrial Innovation The Art and Science of TOP Prototype CNC Customization CNC customization blends engineering precision with creative problem-solving, standing out from traditional manual manufacturing and standardized processes by using computer programs to control machine tools. This technology delivers complex, one-of-a-kind components with micrometer-level accuracy, letting manufacturers adapt to changing market needs—whether for
More About Electronics Swiss Machining & Top Prototype
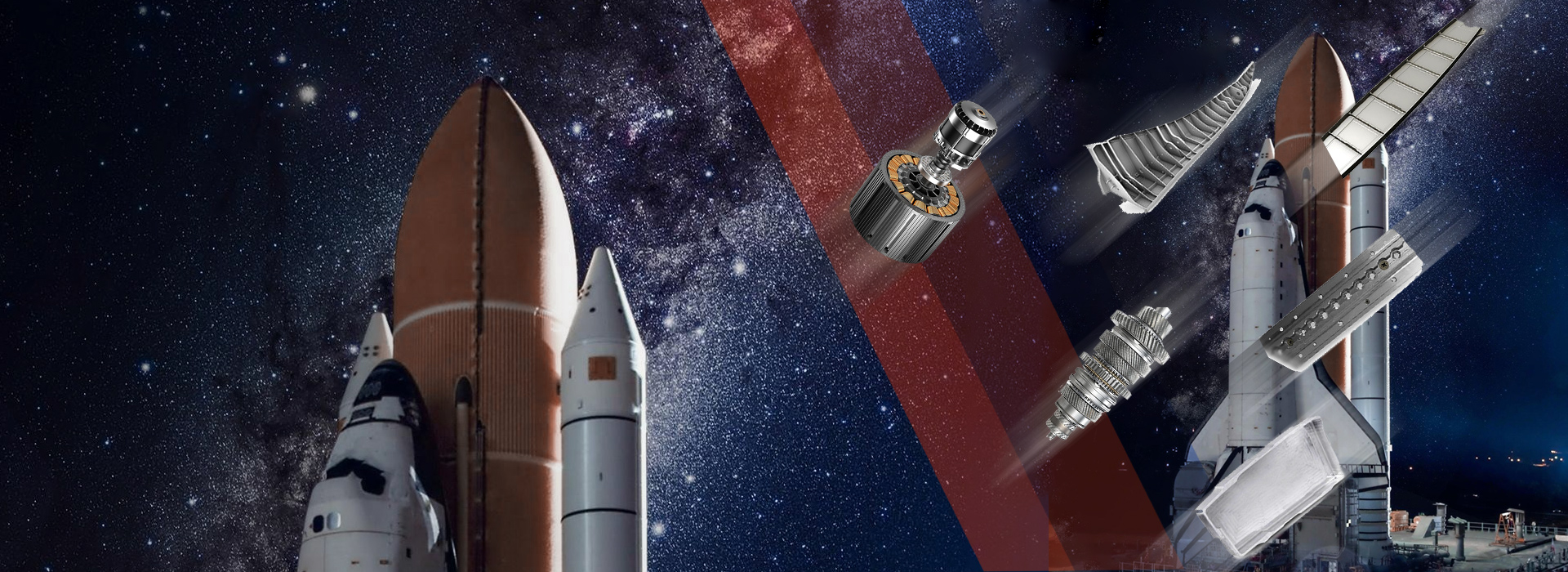
We are eager to cooperate with foreign companies which care much on the high quality solutions, budget-friendly prices, organizational reputation. Our electronics swiss machining will supply to many countries and areas, including Southeast Asia, West Africa, United States, Australia, etc. As a reliable and professional company, TOP Prototype partners with skilled tech teams and offers the best solutions as well as electronics swiss machining to global customers. Good quality would be the key factor to the company to stand out from other competitors, we champion innovation and integrity, we adhering to the business philosophy of ‘customer first. We are looking forward to cooperating with you and providing our best services for you, as well as our electronics swiss machining, Aerospace Manufacturing,SWISS LATHE PROCESSING. Give us a chance and we will prove our capability. We warmly welcome you to contact us and please feel free to speak out your needs Our production process upholds the highest standards, we accept and consider all orders with unique specifications, each product has been professionally certified to meet industry standards. Over the last few years, our factory absorbed and digested advanced technologies, defining our professional approach.
Other Categories From Top Prototype
Why Choose Top Prototype Electronics Swiss Machining ?
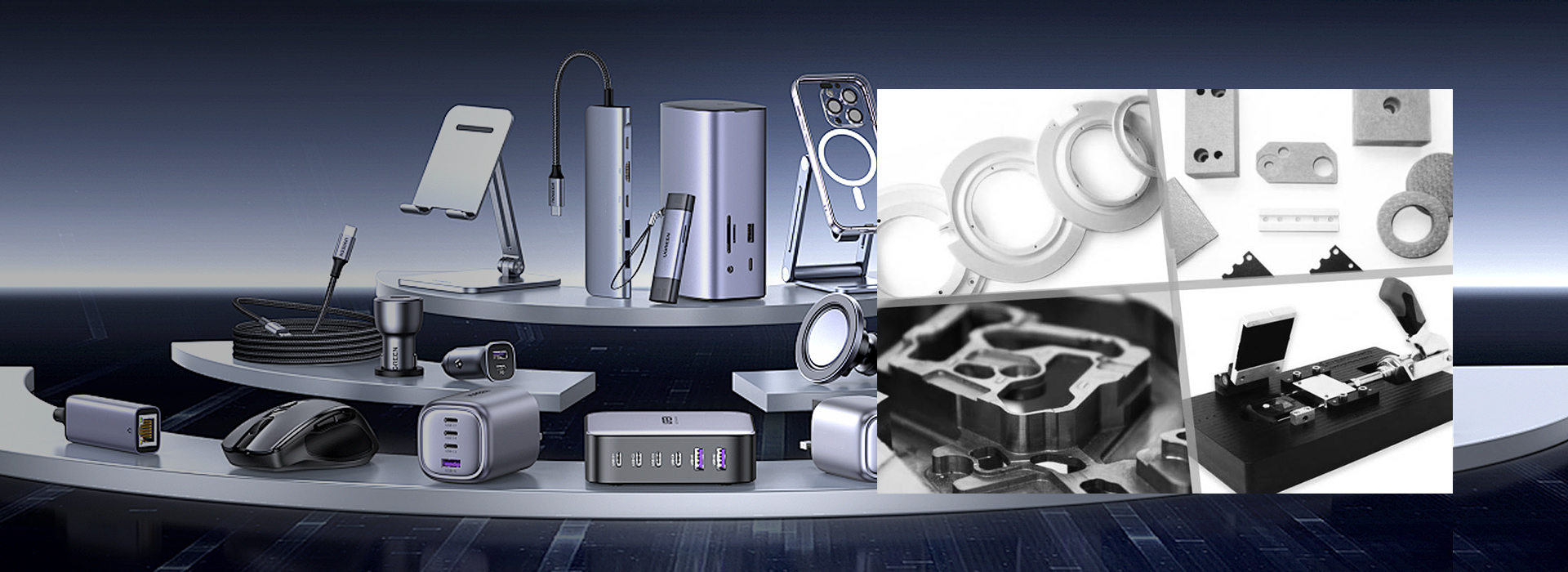
Electronics Swiss machining represents a pinnacle of precision engineering, where advanced manufacturing meets the intricate demands of electronic components. This specialized machining process utilizes Swiss-style lathes to create complex parts with exceptional accuracy and repeatability. Ideal for producing small, intricate components often found in the electronics industry, Swiss machining allows for tight tolerances and high-quality finishes, essential for the performance of modern electronic devices. As we embrace the rapid evolution of technology, the calm and methodical nature of Swiss machining ensures that each component is crafted with the utmost care, providing reliability and efficiency in an ever-demanding market.

Safety Of Electronics Swiss Machining
In the realm of electronics, Swiss machining has emerged as a pivotal technique, known for its precision and efficiency. This method involves specialized machinery that intricately shapes electronic components with high accuracy, minimizing material waste and enhancing production speed. Safety is paramount in the Swiss machining process, as operators must navigate high-speed machinery and sharp tools. Implementing stringent safety protocols, including protective gear and comprehensive training, ensures a secure working environment. Furthermore, the innovative designs produced through Swiss machining allow for improved functionality in electronic devices, making it a preferred choice in the industry.
Electronics Swiss Machining Environmental Impact
- Precision Engineering: Swiss machining offers high precision in the production of electronic components, minimizing waste and enhancing material efficiency.
- Material Utilization: The process maximizes the use of raw materials, contributing to reduced environmental footprint compared to traditional machining methods.
- Energy Efficiency: Advanced CNC technologies used in Swiss machining require less energy, leading to lower carbon emissions during the manufacturing process.
- Reduced Waste: The high accuracy of Swiss machining reduces the volume of scrap generated, promoting sustainable manufacturing practices.
- Recyclable Materials: The use of recyclable metals in electronic components supports circular economy initiatives, further lessening environmental impact.
- Regulatory Compliance: Swiss machining practices often align with environmental regulations, ensuring that companies adhere to sustainability standards.
Energy Efficiency From Top Prototype
- Precision Manufacturing: Swiss machining offers high precision in the production of electronic components, ensuring minimal waste and optimal energy use.
- Reduced Material Waste: The process utilizes sophisticated techniques that maximize material yield, contributing to lower energy consumption during production.
- High Production Speed: With rapid prototyping capabilities, Swiss machining enables faster turnaround times, leading to increased overall energy efficiency.
- Automation and Control: Advanced automation in Swiss machining enhances process control, reducing energy usage by minimizing human intervention and errors.
- Sustainable Practices: Many Swiss machining operations are increasingly adopting eco-friendly practices, including energy-efficient machinery and recycling initiatives.
8 thoughts on “Electronics Swiss Machining”
Their masters really know what they’re doing, and they put a lot of effort into making those electronics Swiss machining products. Thanks a bunch!
The electronics Swiss machining products we created this time are fantastic, both in terms of quality and customer support!
We really admire your company’s cultural philosophy of ongoing innovation and constant enhancement, especially in the realm of electronics Swiss machining.
This company impressed us with their expertise in the electronics Swiss machining field, extensive experience, and friendly service. We can’t wait for our next collaboration!
This company helps us fulfill customer orders quickly, cost-effectively, and with minimal effort. We’re really thankful for that! Wishing them all the best and continued success in their electronics Swiss machining endeavors!
The electronics Swiss machining products are fantastic, and the sales manager is super friendly. We’ll definitely be back to buy from this company next time!
The company delivers quickly, and the electronics Swiss machining products are nicely packaged with no damage upon arrival. Plus, their customer service is fantastic! We’re really happy with everything.
We’ve been collaborating with you for quite a while now, and we really admire your commitment and the thoroughness you bring to your work in electronics Swiss machining.
Comments are closed.